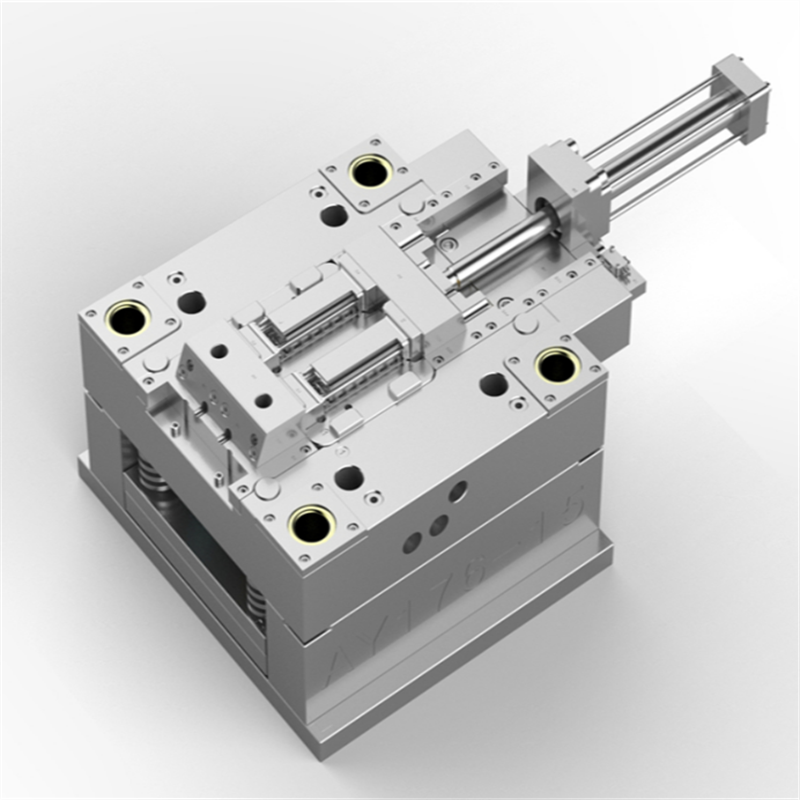
Pengecapan logam ialah proses membentuk sejuk yang menggunakan acuan dan mesin pengecap untuk mengubah kepingan logam kepada bentuk yang berbeza. Kepingan kepingan logam leper, biasanya dirujuk sebagai kosong, dimasukkan ke dalam mesin setem kepingan logam yang menggunakan alat dan permukaan mati untuk membentuk logam menjadi bentuk baharu. Kemudahan pengeluaran dan fabrikasi logam yang menawarkan perkhidmatan pengecapan akan meletakkan bahan yang akan dicop di antara bahagian die, di mana penggunaan tekanan akan membentuk dan memotong bahan ke dalam bentuk akhir yang dikehendaki untuk produk atau komponen.
Jenis-jenis Operasi Capan
proses pengecapan die progresif menggunakan urutan stesen pengecapan. Sebuah gegelung logam dimasukkan ke dalam mesin pengecap salingan dengan die pengecap progresif. Die bergerak dengan penekan, dan apabila penekan bergerak ke bawah dadu ditutup untuk mengecap logam dan membentuk bahagiannya. Apabila penekan bergerak ke atas, logam bergerak secara mendatar ke stesen seterusnya. Pergerakan ini mesti diselaraskan dengan tepat kerana bahagian itu masih disambungkan ke jalur logam. Stesen akhir memisahkan bahagian yang baru dibuat daripada seluruh logam. Pengecapan die progresif sesuai untuk jangka masa panjang, kerana die bertahan lama tanpa rosak, dan prosesnya sangat boleh diulang. Setiap langkah dalam proses melakukan operasi pemotongan, lenturan atau tebukan yang berbeza pada logam, dengan itu secara beransur-ansur mencapai bentuk dan reka bentuk produk akhir yang diingini. Ia juga merupakan proses yang lebih pantas dengan jumlah sisa terbuang yang terhad.
Pengecapan die pindahan adalah serupa dengan pengecapan die progresif, tetapi bahagian tersebut dipisahkan daripada trip logam pada awal proses dan dipindahkan dari satu stesen pengecapan ke stesen pengecapan seterusnya oleh sistem pengangkutan mekanikal yang lain, seperti tali pinggang penghantar. Proses ini biasanya digunakan pada bahagian yang lebih besar yang mungkin perlu dipindahkan ke mesin penekan yang berbeza.
Setem empat slaid juga dipanggil setem berbilang slaid atau empat hala. Teknik ini paling sesuai untuk membuat komponen kompleks yang mempunyai banyak bengkok atau liku. Ia menggunakan empat alat gelongsor, bukannya satu slaid menegak, untuk membentuk bahan kerja melalui pelbagai ubah bentuk. Dua gelongsor, atau domba jantan, memukul benda kerja secara mendatar untuk membentuknya, dan tiada dadu digunakan. Setem berbilang slaid juga boleh mempunyai lebih daripada empat slaid bergerak.
Setem empat slaid ialah jenis setem yang sangat serba boleh, kerana alat yang berbeza boleh dilekatkan pada setiap slaid. Ia juga mempunyai kos yang agak rendah, dan pengeluarannya pantas.
Pengosongan halus, juga dikenali sebagai pengosongan tepi halus, adalah berharga untuk memberikan ketepatan tinggi dan tepi licin. Biasanya dilakukan pada penekan hidraulik atau mekanikal, atau dengan gabungan kedua-duanya, operasi mengosongkan halus terdiri daripada tiga pergerakan berbeza:
Penekan kosong halus beroperasi pada tekanan yang lebih tinggi daripada yang digunakan dalam operasi pengecapan konvensional, justeru alatan dan jentera perlu direka bentuk dengan mengambil kira tekanan operasi yang lebih tinggi ini.
Tepi yang dihasilkan daripada pengosongan halus mengelakkan patah seperti yang dihasilkan dengan perkakas konvensional dan kerataan permukaan boleh melebihi yang tersedia daripada kaedah pengecapan lain. Memandangkan ia adalah teknik penyemperitan sejuk, pengosongan halus adalah proses satu langkah, mengurangkan kos keseluruhan fabrikasi.
Pertimbangan Bahan
Pilihan bahan pengecap logam yang digunakan bergantung pada sifat-sifat yang dikehendaki dari kepingan siap. Pengecapan tidak terhad sebagai proses fabrikasi kepada logam sahaja - terdapat banyak bahan pengecap logam yang boleh diproses melalui teknik pengecapan, seperti kertas, kulit atau getah, tetapi logam adalah yang paling biasa digunakan.
Secara amnya, logam cenderung untuk mengekalkan kebolehtempaan dan kemuluran selepas dicap. Yang digunakan dalam bahagian pengecapan ketepatan biasanya terdiri daripada kekerasan lembut hingga sederhana dan membawa pekali aliran yang rendah. Beberapa jenis logam dan logam biasa yang dibuat melalui pengecapan termasuk:
Logam ferus biasanya digunakan dalam operasi pengecapan, kerana kandungan karbonnya yang rendah bermakna ia adalah antara pilihan yang paling murah yang ada menyebabkan kos pengeluaran unit yang rendah.
Beberapa faktor penting dan pertimbangan reka bentuk perlu ditangani semasa menjalankan operasi pengecapan kepingan logam.
Operasi Penamat
Operasi pengeluaran selepas setem boleh termasuk memastikan produk yang dicop melalui proses deburring, torehan, reaming dan counterboring. Ini membolehkan penambahan bahagian lain ditambahkan pada kepingan yang dicop atau untuk pembetulan ketidaksempurnaan dalam kemasan atau penyingkiran tepi tajam yang boleh menjejaskan keselamatan.
Deburring melibatkan penyingkiran serpihan bahan potong yang kekal pada bahan kerja selepas operasi pengecapan selesai. Tepi yang tajam mungkin memerlukan pengisaran untuk mengeluarkan burr atau mungkin perlu dibebibir untuk menghasilkan tepi yang terlicin dan untuk menghalakan tepi yang melebur ke lipatan dalam di mana ia tidak akan menyebabkan kecederaan atau diperhatikan secara kosmetik.


Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
KETAHUI LEBIH LANJUT
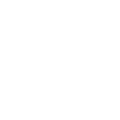
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
KETAHUI LEBIH LANJUT
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
KETAHUI LEBIH LANJUT
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
KETAHUI LEBIH LANJUT
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
KETAHUI LEBIH LANJUT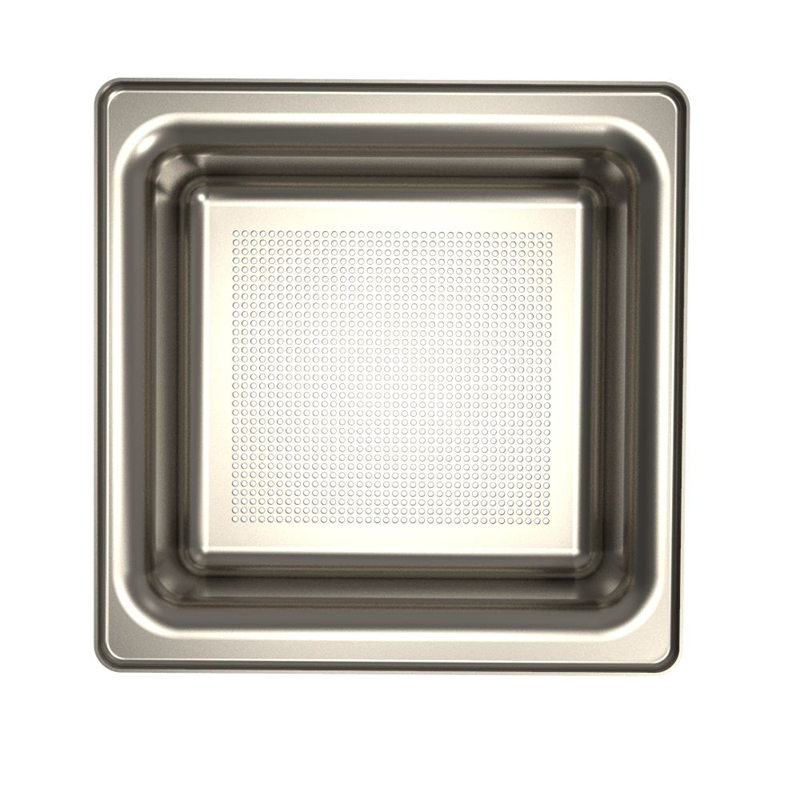
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
KETAHUI LEBIH LANJUT
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
KETAHUI LEBIH LANJUT
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
KETAHUI LEBIH LANJUT
Pengecapan lembaran logam adalah untuk menggunakan tekanan luar kepada pelbagai bahan seperti kepingan logam, paip logam, bar logam, dan lain-lain melalui penekan hidraulik atau mekanikal dengan cara pengecapan mati, untuk mengubah bentuk dan memisahkan bahan logam, dan mendapatkan reka bentuk produk struktur yang sesuai dengan rongga acuan. Kaedah pengeluaran.
KETAHUI LEBIH LANJUT
Bahagian setem kepingan logam digunakan secara meluas dalam pelbagai industri, sesuai untuk pelbagai bahan kepingan logam, terutamanya termasuk: keluli karbon, keluli tahan karat, keluli tergelek sejuk, aloi aluminium, aloi tembaga, keluli tergalvani, aloi titanium dan sebagainya. Pengecapan kepingan logam tidak mengubah sifat bahan semasa pemprosesan. Bahan ini ditukar kepada produk pelbagai bentuk, saiz dan sifat melalui tekanan, yang sangat sesuai untuk pembuatan bahagian logam kepingan berskala besar, dengan kos rendah, kecekapan tinggi dan keseragaman. jantina dan ciri-ciri lain.
KETAHUI LEBIH LANJUT
Setem juga dipanggil menekan melibatkan meletakkan kepingan logam rata, sama ada dalam bentuk gegelung atau kosong, ke dalam mesin setem. Dalam akhbar, alat dan permukaan die membentuk logam ke dalam bentuk yang dikehendaki. Menebuk, mengosongkan, membongkok, syiling, timbul dan bebibir adalah semua teknik pengecapan yang digunakan untuk membentuk logam.
KETAHUI LEBIH LANJUT
Proses menukar kepingan logam menjadi bahagian atau komponen yang berguna dipanggil pengecapan kepingan logam. Logam dimasukkan ke dalam mesin penekan, di mana alat pengecap, juga dikenali sebagai dadu, menghasilkan bentuk yang diingini. Die ditekan ke dalam atau melalui logam dengan daya yang besar. Daya yang digunakan dalam proses itu diukur dalam tan.
KETAHUI LEBIH LANJUT
Bahagian setem ketepatan digunakan secara meluas, terutamanya termasuk bahagian instrumen dan meter, bahagian IT, bahagian akustik dan kamera, bahagian pejabat moden, dan perkakasan harian.Produk ini biasanya mempunyai fungsi yang berbeza dalam bidang yang berbeza.Secara amnya, ketebalan bahan mentah boleh diproses dari 0.05mm hingga 3.0mm. Bahan mentahnya ialah: tembaga berilium (perlu rawatan haba), tembaga fosfor, tembaga, loyang, keluli tahan karat, besi, aluminium, dll. Untuk memenuhi fungsi mekanikal yang berbeza, produk pengecapan boleh dijalankan rawatan permukaan. Contohnya: penyaduran elektrik, anodizing, pempasifan, rawatan haba dan sebagainya.
KETAHUI LEBIH LANJUT
Bahagian pengecapan logam heet ialah komponen logam yang diproses melalui pengecapan. Ini mengubah kepingan logam menjadi bahagian bercop yang tahan lama. Semasa proses, kepingan logam dibentuk mengikut bentuk yang anda kehendaki.Walau bagaimanapun, pengecapan kepingan logam dilakukan dengan teknik membentuk sejuk. Tidak seperti fabrikasi kepingan logam lain, walaupun tanpa menggunakan haba, komponen boleh kelihatan panas disebabkan geseran yang dihasilkan antara acuan dan logam. Kami juga menggunakan bahan seperti keluli tahan karat, aluminium, titanium, loyang, tembaga, keluli karbon rendah/tinggi dan aloi nikel. Semuanya diperiksa dengan ketat sebelum pengeluaran bermula.
KETAHUI LEBIH LANJUT
Pengecapan logam ialah proses membentuk sejuk yang menggunakan acuan dan mesin pengecap untuk mengubah kepingan logam kepada bentuk yang berbeza. Kepingan kepingan logam leper, biasanya dirujuk sebagai kosong, dimasukkan ke dalam mesin setem kepingan logam yang menggunakan alat dan permukaan mati untuk membentuk logam menjadi bentuk baharu. Kemudahan pengeluaran dan fabrikasi logam yang menawarkan perkhidmatan pengecapan akan meletakkan bahan yang akan dicop di antara bahagian die, di mana penggunaan tekanan akan membentuk dan memotong bahan ke dalam bentuk akhir yang dikehendaki untuk produk atau komponen.
KETAHUI LEBIH LANJUT
Sheet Metal Stamping ialah proses pembuatan berkelajuan tinggi kos rendah yang menghasilkan jumlah tinggi komponen logam yang serupa, yang telah menyumbang secara penting kepada banyak aplikasi perindustrian seperti kenderaan, peralatan, elektronik, perkakas, alatan dan banyak lagi. Sebagai contoh, Sheet Metal Stamping menyediakan sejumlah besar bahagian mesin borong untuk Industri Mekanikal.
KETAHUI LEBIH LANJUT
Bahagian setem kepingan logam adalah komponen logam yang diproses melalui pengecapan. Ini mengubah kepingan logam menjadi bahagian bercop yang tahan lama. Semasa proses, kepingan logam dibentuk mengikut bentuk yang anda kehendaki.Untuk keperluan bahagian yang dicop anda, barisan lengkap bahagian pengecap logam lembaran kami adalah pilihan yang baik untuk perkakasan, industri perubatan, automotif, tenaga boleh diperbaharui, pembaikan kediaman, perindustrian, aeroangkasa, dan lebih banyak industri.
KETAHUI LEBIH LANJUT
Setem terdiri daripada memampatkan logam tertentu antara dua acuan. Terdapat dua jenis pengecapan: pengecapan progresif dan pencetakan dengan perkusi. Logam pengecap lembaran mendapatkan bahagian untuk pelbagai sektor: perkakas, telekomunikasi, automotif, perkakasan, jentera perindustrian, perabot dan perabot rumah, komponen elektrik….
KETAHUI LEBIH LANJUT
Mengecap logam ialah satu proses yang mengubah logam leper kepada pelbagai bentuk. Kaedah pengeluaran mempunyai faedah, termasuk ketepatan tinggi, kecekapan, kecekapan kos, toleransi yang ketat. Industri Papler menawarkan pelanggan penyelesaian tersuai mengikut saiz, kerumitan dan kelantangan bahagian pengecap logam.
KETAHUI LEBIH LANJUT
Daripada sistem penghantaran bahan api kepada komponen beg udara, bahagian logam bercop boleh didapati dalam hampir setiap sistem kenderaan automotif. Apa yang menyatukan bahagian logam bercop yang berbeza ini dalam industri automotif ialah tumpuan pada kualiti - kualiti yang hanya boleh dipastikan oleh pakar pengecap logam seperti Papler Industry Co.,Ltd.
KETAHUI LEBIH LANJUT
Pengecapan aluminium dijalankan untuk memenuhi keperluan sukar mengenai pengurangan berat kenderaan. Teknologi ini berkesan dalam menangani kesan ke atas penggunaan bahan api dan kesan rumah hijau berbahaya daripada pelepasan karbon dioksida.
KETAHUI LEBIH LANJUT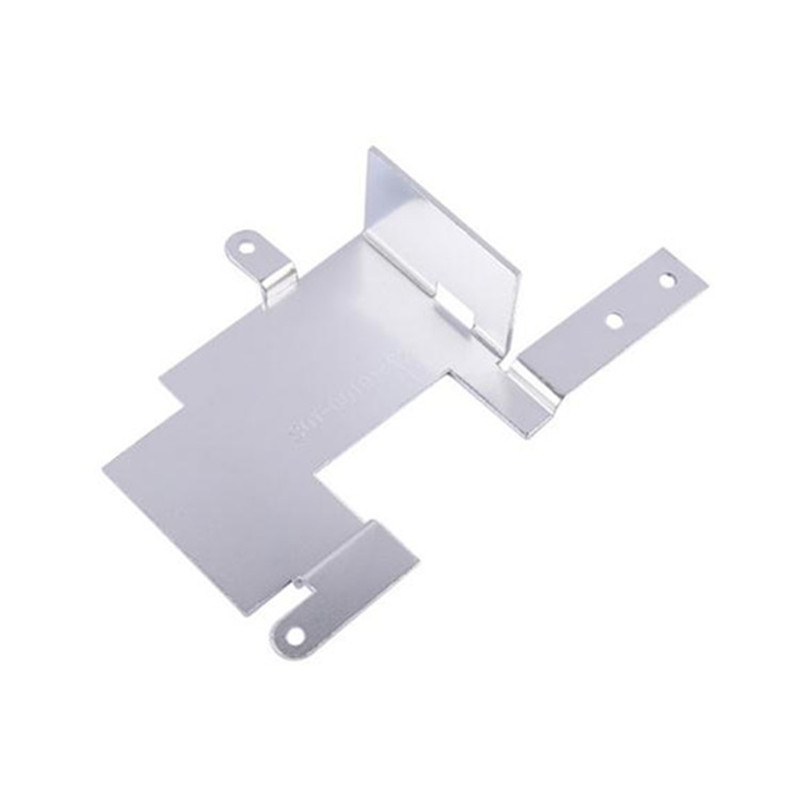
Pengecapan logam berketepatan tinggi ialah proses pembuatan yang menggunakan alat tersuai dan set mati yang dipasang dalam mesin pengecap untuk menukar kepingan logam kepada komponen yang dikehendaki. Ia digunakan dalam pelbagai industri untuk mencipta kuantiti yang banyak bahagian dan produk dengan ketepatan tinggi, ketepatan dan kelajuan.
KETAHUI LEBIH LANJUT
Pengecapan kepingan logam ialah cara yang praktikal dan berkesan untuk memenuhi permintaan yang semakin meningkat untuk kecekapan bahan api dalam industri automotif. Cap logam kepingan boleh digunakan untuk mengeluarkan sebahagian besar badan kereta termasuk pintu, tudung dan penutup batang. Pengecapan kepingan logam Memproses bahagian badan auto yang kuat yang membantu kenderaan memenuhi piawaian kecekapan bahan api.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd keupayaan yang luas dalam Precision Metal Stamping selalunya membolehkan kami menyediakan penyelesaian yang inovatif untuk pelanggan kami keperluan Metal Stamping. Kami secara rutin menyediakan produk yang konsisten untuk aplikasi yang paling mencabar. Pelanggan kami bergantung kepada kami untuk menyediakan produk pengecap Mikro dengan toleransi yang sangat ketat, geometri bahagian kompleks, bahan khusus dan operasi pemasangan dalam.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd Perkhidmatan Pengecapan Lembaran Logam Tersuai menyediakan acuan dan teknik pengecapan logam untuk menghasilkan bahagian yang ditentukan oleh pelanggan. Papler Industry Co., Ltd boleh menawarkan pelbagai jenis bahagian industri dan aplikasi serta komponen yang menggunakan acuan pengecap tersuai untuk memenuhi keperluan pengeluaran volum tinggi dan memastikan semua bahagian memenuhi spesifikasi yang tepat.
KETAHUI LEBIH LANJUT
Pengecapan Lembaran Logam ialah proses membentuk sejuk yang menggunakan mesin penekan acuan dan cetakan untuk membentuk kepingan logam ke dalam pelbagai bentuk. Kepingan kepingan logam leper yang biasanya dirujuk sebagai kosong, dimasukkan ke dalam mesin setem kepingan logam yang menggunakan alat dan permukaan mati untuk mengubah logam menjadi bentuk baharu. Bahan diletakkan untuk dicop di antara bahagian die, di mana penggunaan tekanan akan membentuk dan memotong bahan ke dalam bentuk akhir yang dikehendaki untuk produk atau komponen.
KETAHUI LEBIH LANJUT
Cap logam adalah proses pembuatan di mana gegelung atau kepingan rata bahan dibentuk menjadi bentuk tertentu. Pengecapan merangkumi pelbagai teknik membentuk seperti mengosongkan, menumbuk, mencetak timbul, dan mengecap die progresif, untuk menyebut beberapa sahaja. Bahagian menggunakan sama ada gabungan teknik ini atau secara bebas, bergantung pada kerumitan bahagian.
KETAHUI LEBIH LANJUT
Pengecapan logam ketepatan ialah proses membentuk sejuk yang menggunakan acuan dan mesin pengecap untuk mengubah kepingan logam kepada bentuk yang berbeza. Kepingan kepingan logam leper, biasanya dirujuk sebagai kosong, dimasukkan ke dalam mesin setem kepingan logam yang menggunakan alat dan permukaan mati untuk membentuk logam menjadi bentuk baharu. Kemudahan pengeluaran dan fabrikasi logam yang menawarkan perkhidmatan pengecapan akan meletakkan bahan yang akan dicop di antara bahagian die, di mana penggunaan tekanan akan membentuk dan memotong bahan ke dalam bentuk akhir yang dikehendaki untuk produk atau komponen.
KETAHUI LEBIH LANJUT
Cap logam ialah proses pembuatan yang digunakan untuk menukar kepingan logam rata kepada bentuk tertentu. Ia adalah proses yang kompleks yang boleh merangkumi beberapa teknik membentuk logam — mengosongkan, menumbuk, membongkok dan menindik, untuk menamakan beberapa, pengecapan logam jangka pendek、pengecoran ketepatan、pengecoran logam progresif.
KETAHUI LEBIH LANJUT
Pencuci shim stamping logam, sering dirujuk sebagai shim, ialah pencuci nipis yang direka bentuk untuk disusun di bawah kepala skru untuk mencipta pengatur jarak yang sangat tepat dalam beberapa aplikasi. Ia biasanya digunakan untuk memastikan permukaan adalah rata atau untuk mengeluarkan lebihan ruang untuk bermain dalam mekanisme, menumpukan pada pelbagai bahagian kepingan logam.
KETAHUI LEBIH LANJUT
Setem — juga dipanggil menekan — melibatkan meletakkan kepingan logam leper, sama ada dalam bentuk gegelung atau kosong, ke dalam mesin setem. Dalam akhbar, alat dan permukaan die membentuk logam ke dalam bentuk yang dikehendaki. Menebuk, mengosongkan, membongkok, syiling, timbul dan bebibir adalah semua teknik pengecapan yang digunakan untuk membentuk logam.
KETAHUI LEBIH LANJUT
Pengecapan logam ialah proses yang kompleks yang boleh merangkumi beberapa proses membentuk pengecapan bahagian logam —pengosongan, tebukan, lenturan, dan penusukan dan banyak lagi.
KETAHUI LEBIH LANJUT
Pengecapan logam ialah proses pembuatan yang digunakan untuk menukar kepingan logam rata kepada bahagian kepingan logam pengecapan bentuk tertentu. Ia adalah proses yang kompleks yang boleh merangkumi beberapa teknik membentuk logam - mengosongkan, menumbuk, membengkok dan menindik.
KETAHUI LEBIH LANJUT
Kepungan kepingan logam direka bentuk untuk memegang atau melindungi item atau peralatan lain, dan semuanya memerlukan kepakaran fabrikasi kepingan logam ketepatan untuk dihasilkan dengan betul. Ini adalah benar terutamanya untuk kepungan yang bertujuan untuk digunakan dalam industri yang sangat dikawal, seperti perubatan, tenaga, perkhidmatan makanan, ketenteraan atau aeroangkasa.
KETAHUI LEBIH LANJUT
Sebagai peneraju dalam pengecapan logam, bahagian logam pengecap tersuai kami menghasilkan pelbagai komponen. Pelanggan kami bergantung pada perkhidmatan reka bentuk dan pembangunan pakar kami. Kami mencipta rangkaian komponen logam dalam semua saiz, daripada yang mudah kepada yang rumit. Kami menyediakan perkhidmatan dan sokongan kepada pelanggan kami sepanjang keseluruhan proses, daripada pembangunan prototaip hingga pengeluaran volum tinggi. Kami mempunyai keupayaan untuk memproses pesanan sehingga 50 juta bahagian.
KETAHUI LEBIH LANJUT
Cap logam adalah proses pembuatan di mana gegelung atau kepingan rata bahan dibentuk menjadi bentuk tertentu. Pengecapan merangkumi pelbagai teknik membentuk seperti mengosongkan, menumbuk, mencetak timbul, dan mengecap logam lukis dalam, untuk menyebut beberapa sahaja.
KETAHUI LEBIH LANJUT
Proses pembuatan cetakan cetakan, gegelung kosong atau kepingan dimasukkan ke dalam mesin pengecap yang menggunakan alat dan cetakan untuk membentuk ciri dan permukaan dalam logam.
KETAHUI LEBIH LANJUT
Bahagian pengecap logam ialah cara terbaik untuk menghasilkan besar-besaran pelbagai bahagian yang kompleks, daripada panel pintu kereta dan gear kepada komponen elektrik kecil yang digunakan dalam telefon dan komputer. Proses setem sangat diterima pakai dalam industri automotif, perindustrian, pencahayaan, perubatan dan industri lain.
KETAHUI LEBIH LANJUT HUBUNGI KAMI
HUBUNGI KAMI Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mel : roger@ppl2009.com
E-mel : roger@ppl2009.com


 IPv6 RANGKAIAN DISOKONG
IPv6 RANGKAIAN DISOKONG