
Papler Industry Co., Ltd menggunakan pengacuan suntikan pantas proses dipacu teknologi yang memanfaatkan automasi pembuatan. Model CAD dihantar terus ke tingkat pengeluaran di mana pengilangan acuan bermula, tetapi dalam kebanyakan kes, acuan dibuat daripada aluminium, bukan keluli. Ini membolehkan perkakasan yang lebih cepat dan paling kos efektif jika dibandingkan dengan acuan keluli tradisional.
Peralatan Pengacuan Suntikan
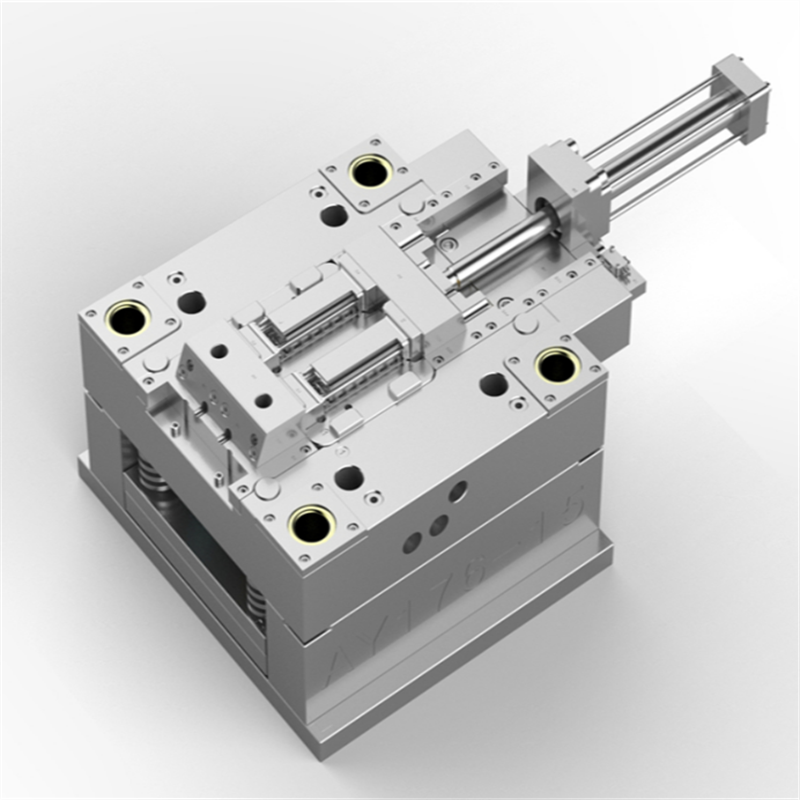
mesin acuan suntikan plastik, juga dikenali sebagai penekan, terdiri daripada corong bahan, ram suntikan atau pelocok jenis skru, dan unit pemanas. Acuan diapit pada plat mesin acuan, di mana plastik disuntik ke dalam acuan melalui orifis sprue. Penekan dinilai mengikut tan, iaitu pengiraan jumlah daya pengapit yang boleh digunakan oleh mesin. Jika bahan plastik sangat kaku, ia memerlukan lebih banyak tekanan suntikan untuk mengisi acuan, oleh itu lebih banyak tan pengapit diperlukan untuk menahan acuan tertutup. Daya yang diperlukan juga boleh ditentukan oleh bahan yang digunakan dan saiz bahagian, dengan bahagian plastik yang lebih besar memerlukan daya pengapit yang lebih tinggi.
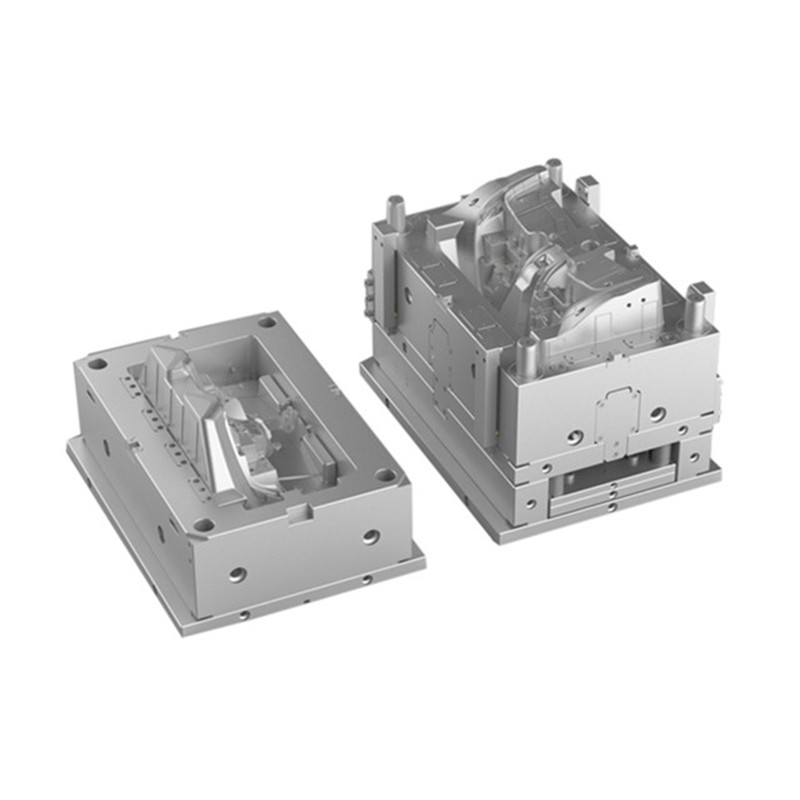
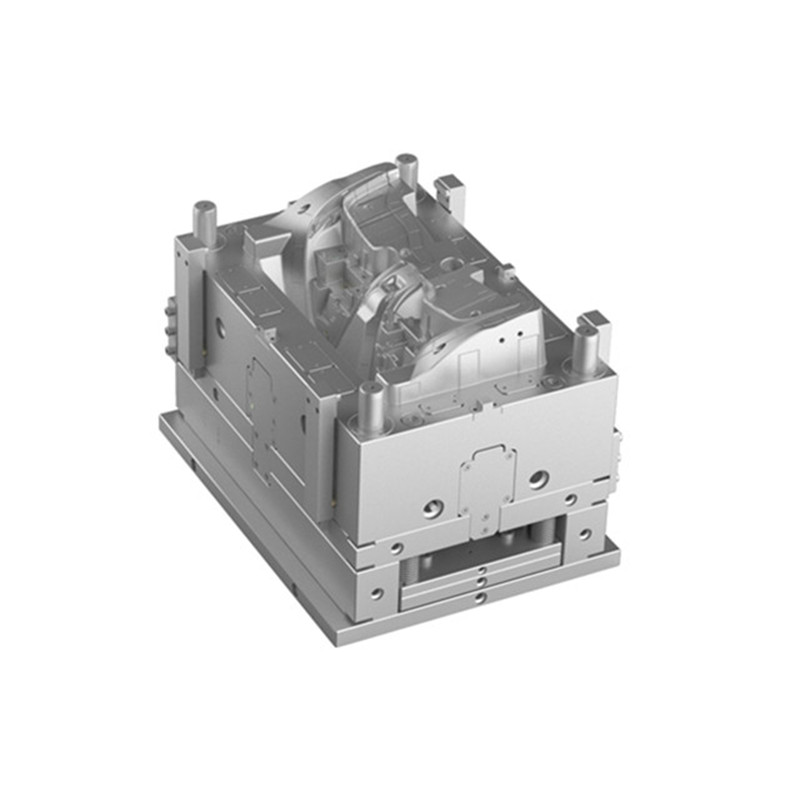
Acuan atau die merujuk kepada perkakas yang digunakan untuk menghasilkan bahagian plastik acuan suntikan. Secara tradisinya, acuan suntikan mahal untuk dikeluarkan dan hanya digunakan dalam aplikasi pengeluaran volum tinggi di mana beribu-ribu bahagian dihasilkan. Acuan biasanya dibina daripada keluli keras, keluli pra-keras, aluminium dan/atau aloi berilium-kuprum. Memilih bahan untuk pembinaan acuan adalah terutamanya persoalan ekonomi. acuan keluli biasanya kos lebih tinggi untuk dibina tetapi menawarkan jangka hayat yang lebih lama yang akan mengimbangi kos permulaan yang lebih tinggi berbanding bilangan bahagian yang lebih tinggi yang dibuat sebelum haus. Kos acuan aluminium jauh lebih rendah daripada acuan keluli, dan apabila aluminium gred tinggi seperti aluminium pesawat QC-7 dan QC-10 digunakan dan dimesin dengan peralatan berkomputer moden, ia boleh menjimatkan untuk membentuk ratusan ribu bahagian. Acuan aluminium juga menawarkan pusingan yang cepat dan kitaran yang lebih pantas kerana pelesapan haba yang lebih baik. Ia juga boleh disalut untuk rintangan haus kepada bahan bertetulang gentian kaca. Tembaga berilium digunakan di kawasan acuan yang memerlukan penyingkiran haba yang cepat atau kawasan yang paling banyak menghasilkan haba ricih.
Kitaran Pengacuan Suntikan
Urutan kejadian semasa acuan suntikan bahagian plastik dipanggil kitaran pengacuan suntikan. Kitaran bermula apabila acuan ditutup, diikuti dengan suntikan polimer ke dalam rongga acuan. Setelah rongga diisi, tekanan penahan dikekalkan untuk mengimbangi pengecutan bahan. Dalam langkah seterusnya, skru berputar, menyuapkan pukulan seterusnya ke skru hadapan. Ini menyebabkan skru ditarik semula apabila pukulan seterusnya disediakan. Setelah bahagian itu cukup sejuk, acuan terbuka dan bahagian itu dikeluarkan.

Industri Papler adalah pengeluar acuan suntikan yang berpengalaman. Kami telah membina banyak alat selama bertahun-tahun dan boleh menawarkan anda penyelesaian dalam setiap kawasan. Kami boleh menawarkan sistem Kimpalan Laser Laserstar baharu kami untuk membantu semua pembaikan atau perubahan kejuruteraan anda. Hubungi kami untuk sebut harga projek anda.
KETAHUI LEBIH LANJUT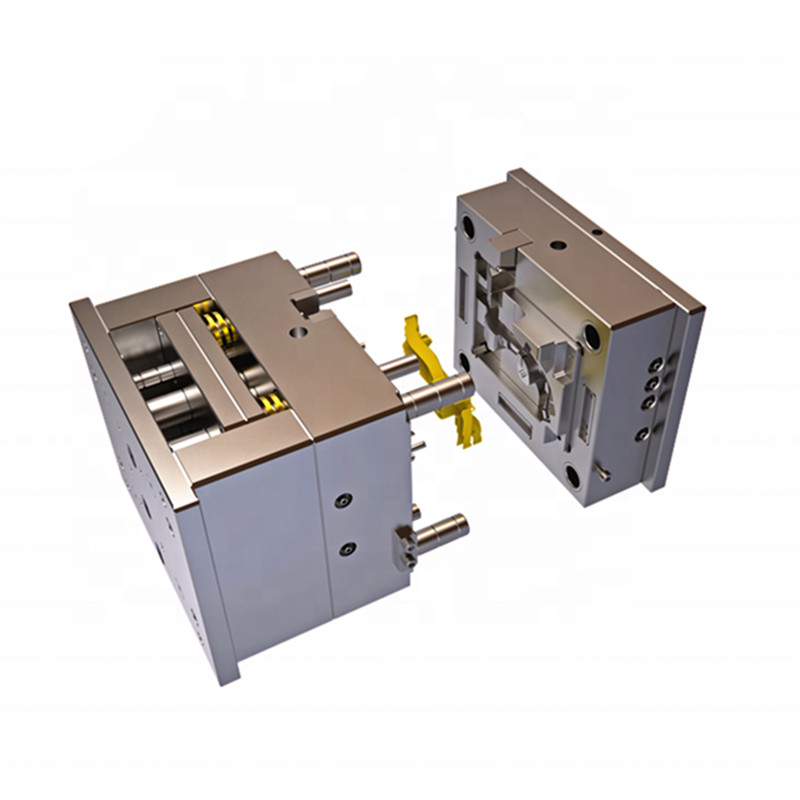
Pengacuan suntikan ialah proses pembuatan yang popular untuk menghasilkan bahagian plastik dalam kuantiti yang banyak daripada bahan yang dipanggil termoplastik. Ia adalah proses mencairkan plastik, menyuntiknya ke dalam acuan kemudian mengulangi proses untuk membuat beribu-ribu malah berjuta-juta bahagian yang sama.
KETAHUI LEBIH LANJUT
Pengacuan suntikan plastik tersuai sesuai untuk bahagian plastik di mana kejayaan bergantung pada pencapaian ciri mekanikal atau estetik tertentu. Tidak asing dengan kerumitan, cabaran reka bentuk benar-benar mencetuskan keinginan kami untuk berinovasi untuk anda.
KETAHUI LEBIH LANJUT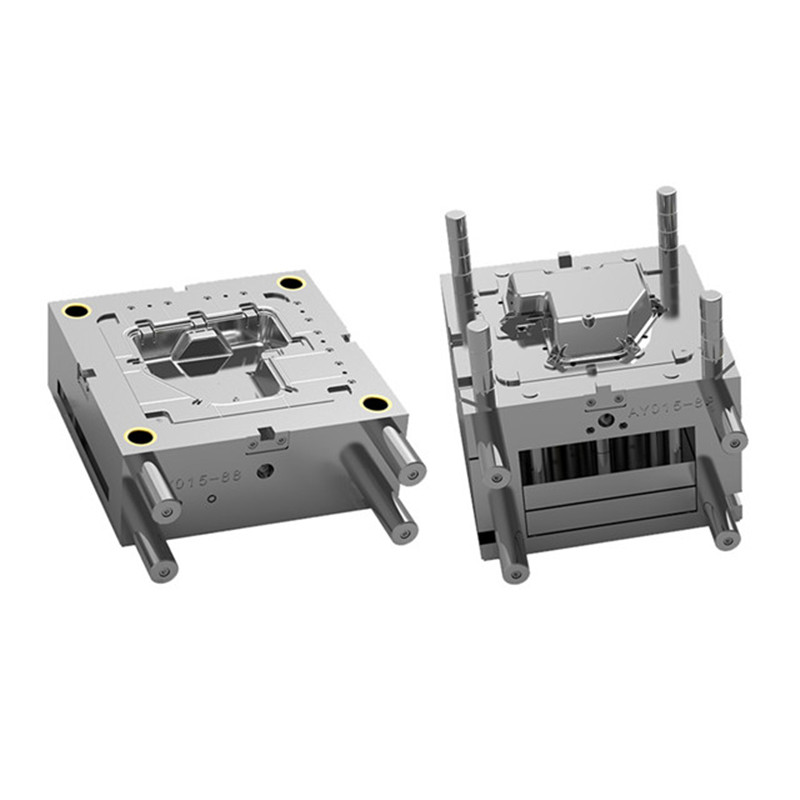
Acuan ialah alat pengacuan suntikan khas. Pengeluar komponen acuan tersuai mereka bentuk dan membuat acuan khusus untuk bahagian yang akan mereka hasilkan. Apabila pengeluaran bahagian selesai, pakar menggantikan acuan dengan acuan baru untuk bahagian seterusnya yang mereka perlukan untuk mengeluarkan.
KETAHUI LEBIH LANJUT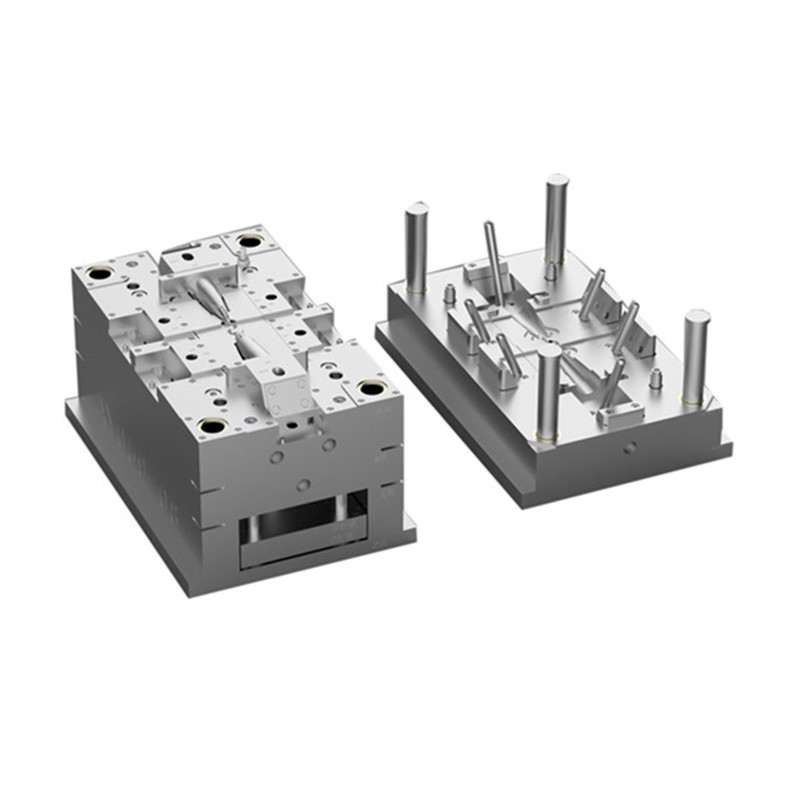
Plastik ABS ialah termoplastik dan mempunyai aplikasi dalam banyak industri yang memerlukan pembuatan bahan yang kuat dan tahan hentaman. Sebagai bahan termoplastik, ABS tidak terbakar apabila dipanaskan. Sebaliknya, ia menjadi cecair semasa proses pengacuan ABS untuk memastikan pengacuan suntikan dan kitar semula mudah.
KETAHUI LEBIH LANJUT
Reka bentuk teras & rongga perkakas acuan suntikan plastik adalah yang memberikan bentuk produk akhir, tetapi terdapat beberapa fungsi lain alat yang penting untuk pembentukan produk akhir yang betul. Alat ini memainkan peranan yang besar dalam kadar penyejukan yang betul bagi bahagian plastik yang dibentuk. Jika bahan plastik ditetapkan pada kelajuan yang salah, herotan dan tekanan mungkin berlaku. Bahan alat harus dipilih untuk mengekalkan kadar penyejukan dalam fikiran. Sesetengah bahan plastik mungkin perlu dibentuk dalam alat yang disejukkan dengan air.
KETAHUI LEBIH LANJUT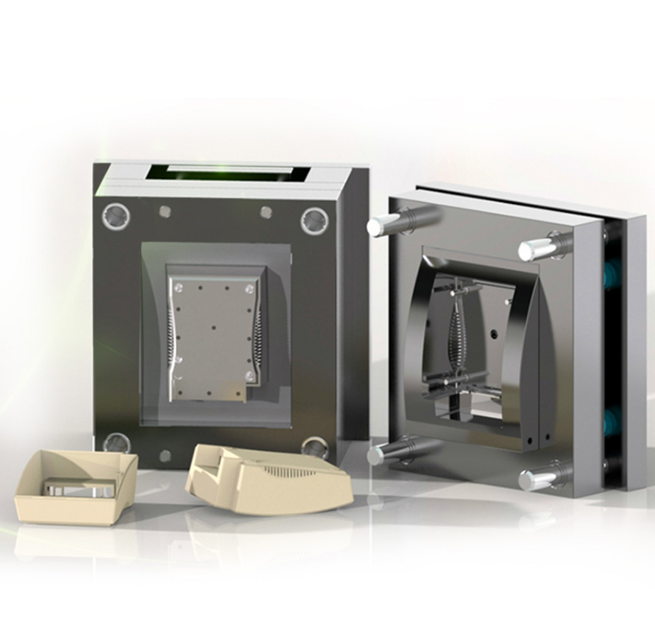
Industri Papler adalah pengeluar acuan suntikan yang berpangkalan di China. Dengan dalaman kamiperalatan pembuatan ketepatan, kami boleh menawarkan pelbagai perkhidmatan: reka bentuk produk,reka bentuk acuan, pembuatan acuan dan pengacuan suntikan.
KETAHUI LEBIH LANJUT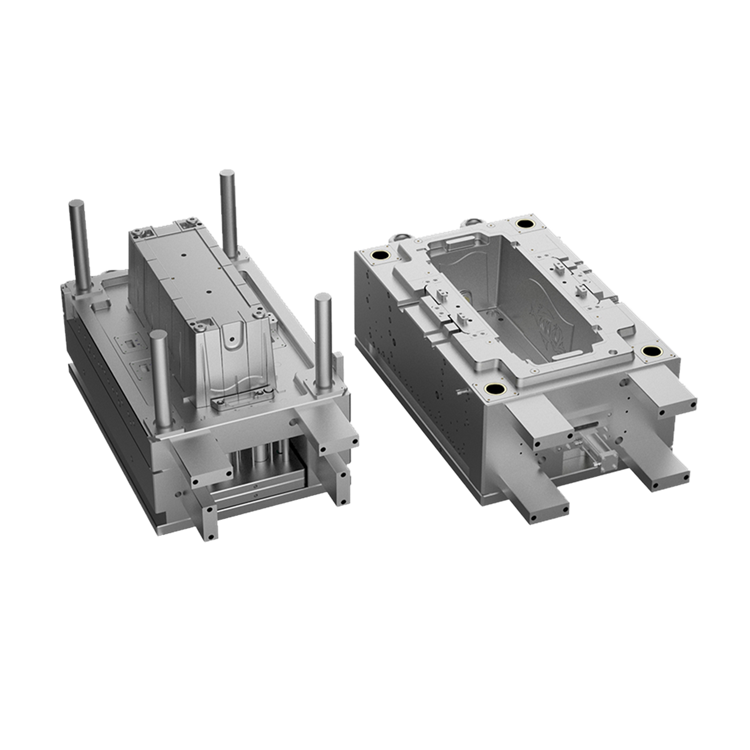
Suntikan plastik acuan ialah proses menolak atau menyuntik plastik cair ke dalam rongga acuan. Resin plastik dimasukkan ke dalam tong yang dipanaskan, dicampur, dan disuntik ke dalam alat, di mana ia menyejuk dan mengeras kepada konfigurasi rongga acuan. Proses pengacuan Papler Industry Co., Ltd sangat sesuai untuk larian pengeluaran tinggi atau rendah dan boleh menangani cabaran geometri kompleks.
KETAHUI LEBIH LANJUT
Acuan ketepatan tinggi untuk replikasi elemen optik berstruktur seperti kanta Fresnel atau tatasusunan prisma dihasilkan oleh pemesinan berlian atau pengisaran ketepatan. Dalam sesetengah kes kualiti permukaan komponen yang direplikasi tidak mencukupi untuk memenuhi permintaan yang semakin meningkat mengenai kekasaran permukaan dan ketepatan bentuk untuk aplikasi optik. Oleh itu, penggilapan struktur seterusnya mungkin diperlukan. Dalam kerja ini acuan berstruktur telah disiapkan oleh proses penggilapan kasar yang baru dibangunkan, dengan penggilap laser, dan oleh pemesinan aliran kasar. Kertas kerja ini memberi tumpuan kepada mekanisme penyingkiran bahan dan kualiti permukaan yang boleh dicapai dalam penggilap kasar. Kualiti permukaan dibandingkan dengan yang dicapai oleh penggilap laser dan pemesinan aliran kasar.
KETAHUI LEBIH LANJUT
Acuan suntikan plastik prototaip menghasilkan bahagian acuan suntikan sebenar untuk ujian berfungsi. Mereka juga boleh berfungsi sebagai alat jambatan untuk mengisi jurang pembuatan untuk perkakas pengeluaran. Pengacuan prototaip dibina dengan cepat; bahagian itu mempunyai bentuk dan fungsi yang diperlukan oleh bahagian prototaip plastik untuk menguji bentuk, kesesuaian dan fungsi, tetapi mungkin tidak mempunyai butiran halus seperti pilihan warna atau kemasan permukaan. Acuan prototaip dijamin sehingga 10,000 kitaran.
KETAHUI LEBIH LANJUT
Acuan suntikan ketepatan mempunyai toleransi dimensi yang dikawal di bawah 1/3 daripada toleransi dimensi produk. Ketepatan acuan bergantung pada ketepatan saiz rongga dan bilangan rongga dalam reka bentuk, kedudukan rongga, ketepatan permukaan perpisahan, pemilihan bahan, dan toleransi dimensi. Ketebalan plat bawah, plat sokongan, dan dinding rongga serta saiz pelari adalah semua faktor penting acuan ketepatan. Kejuruteraan reka bentuk adalah sama penting. Acuan biasanya diperbuat daripada keluli aloi, yang mempunyai kekuatan mekanikal yang tinggi.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd menggunakan pengacuan suntikan pantas proses dipacu teknologi yang memanfaatkan automasi pembuatan. Model CAD dihantar terus ke tingkat pengeluaran di mana pengilangan acuan bermula, tetapi dalam kebanyakan kes, acuan dibuat daripada aluminium, bukan keluli. Ini membolehkan perkakasan yang lebih cepat dan paling kos efektif jika dibandingkan dengan acuan keluli tradisional.
KETAHUI LEBIH LANJUT
Reka bentuk acuan adalah bahagian asas tetapi penting dalam pengacuan suntikan, tanpa mengira saiz dan kedudukan pintu pagar, saiz tepi ricih, bantuan aliran, teknologi penyejukan dan ejector, semuanya mempengaruhi keputusan suntikan acuan akhir. Tidak keterlaluan untuk mengatakan bahawa reka bentuk acuan mempunyai kesan yang ketara terhadap keberkesanan kos dan kualiti bahagian acuan dan produk anda.
KETAHUI LEBIH LANJUT
Pengacuan ketepatan adalah teknologi terkini dalam dunia pengacuan suntikan plastik. Pengacuan ketepatan adalah sejenis pengacuan plastik yang merupakan proses reka bentuk acuan yang paling mahal dan canggih di pasaran.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ketepatan adalah proses yang memerlukan teknik tinggi dan penggunaan acuan ketepatan dan mesin ketepatan. Proses acuan ketepatan adalah berbeza daripada acuan suntikan biasa tetapi ia masih tergolong dalam acuan suntikan. Ia memerlukan toleransi ketat ±0.01 mm dan ia akan diproses oleh mesin dan teknik berketepatan tinggi. Ia mempunyai keperluan yang ketat untuk pengudaraan, pengaliran bahan, dan penyejukan yang membolehkan parameter pengacuan menjadi stabil.
KETAHUI LEBIH LANJUT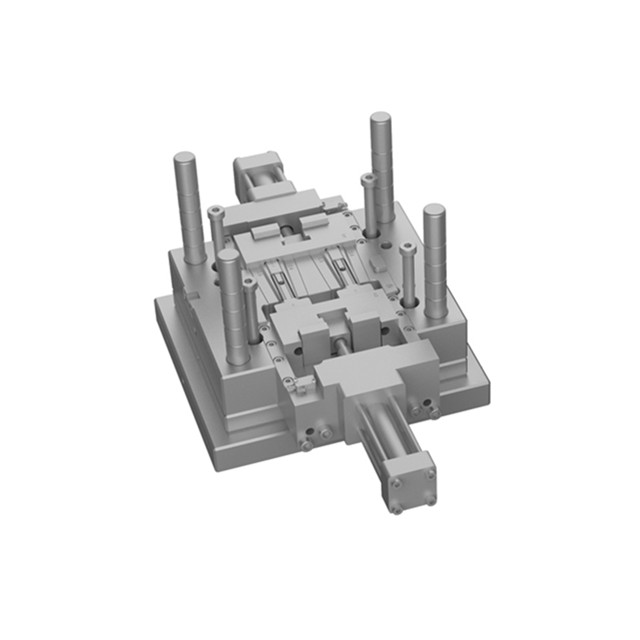
Acuan sendiri perlu dibina supaya pelbagai bahagian boleh dipasang, udara keluar semasa bahan disuntik dan kemudian penyejuk dibenarkan mengalir melalui untuk mempertaruhkan keseluruhan acuan ke suhu untuk menyejukkan produk dengan cekap supaya ia mengeras dengan secukupnya untuk dikeluarkan dan kekal dalam bentuk. Oleh itu, sebaik sahaja acuan dibuat, had adalah suntikan dan penyejukan kepada bilangan produk yang boleh dihasilkan. Jelas sekali kos unit bagi setiap produk dikurangkan secara besar-besaran semakin lama penggunaannya kerana acuan mungkin haus dari semasa ke semasa tetapi biasanya akan bertahan untuk jangka masa yang lama bagi berpuluh-puluh ribu produk sebelum memerlukan penyelenggaraan.
KETAHUI LEBIH LANJUT
Untuk mencapai matlamat meminimumkan kos dalam proses menghasilkan acuan pengecap automotif, pengoptimuman dan penambahbaikan perlu dijalankan daripada reka bentuk awal, proses pengeluaran dan pembuatan, dan penyahpepijatan prestasi komprehensif pasca pengeluaran. Dalam industri pengeluaran dan pembuatan kereta, mengurangkan kos pengecapan kereta mati dalam pengeluaran dan pembuatan boleh memastikan syarikat berdaya saing dalam pasaran dan tidak dihapuskan mengikut peredaran masa.
KETAHUI LEBIH LANJUT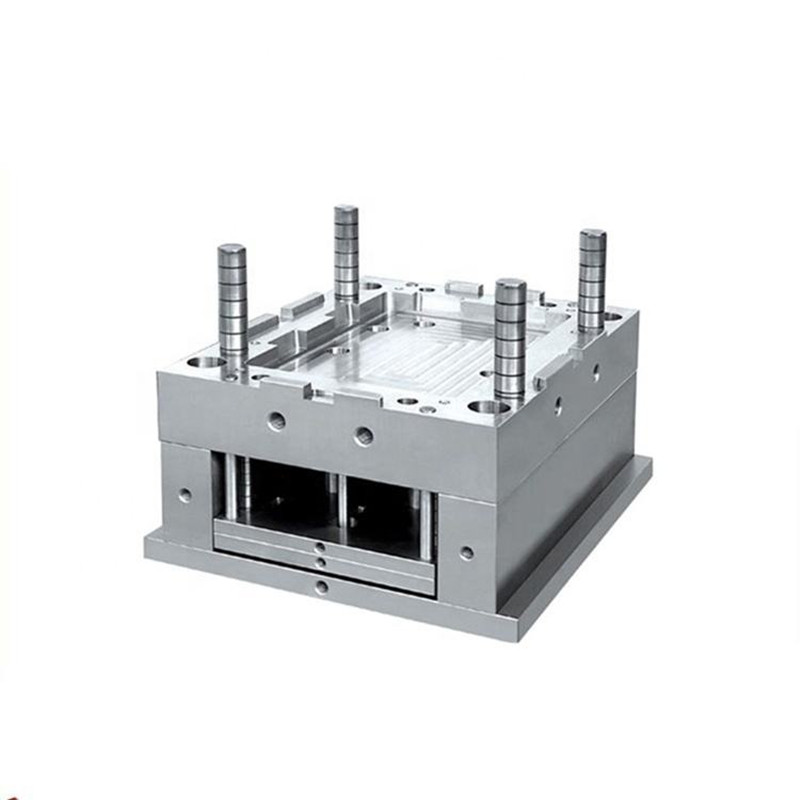
Papler Industry Co., Ltd mempunyai pengalaman yang luas dalam reka bentuk acuan suntikan plastik dan pengacuan suntikan bahagian dalaman dan luaran kereta plastik. Kakitangan kami terlatih dalam teknik khusus seperti pengacuan sisipan dan pengacuan berlebihan yang penting dalam pembuatan bahagian kereta plastik dengan struktur tahan lasak yang kuat. Kami juga menggunakan bahan plastik premium dan teknologi canggih untuk menghasilkan setiap bahagian dengan ketepatan yang sempurna.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses membuat bahagian plastik tersuai dengan menyuntik bahan plastik cair pada tekanan tinggi ke dalam acuan logam. Sama seperti bentuk acuan plastik yang lain, selepas plastik cair disuntik ke dalam acuan, acuan disejukkan dan dibuka untuk mendedahkan bahagian plastik pepejal. Proses ini serupa dengan acuan Jello yang diisi kemudian disejukkan untuk menghasilkan produk akhir. Acuan ini boleh membantu anda menambah baik jadual pengeluaran dan meningkatkan kapasiti pengeluaran.
KETAHUI LEBIH LANJUT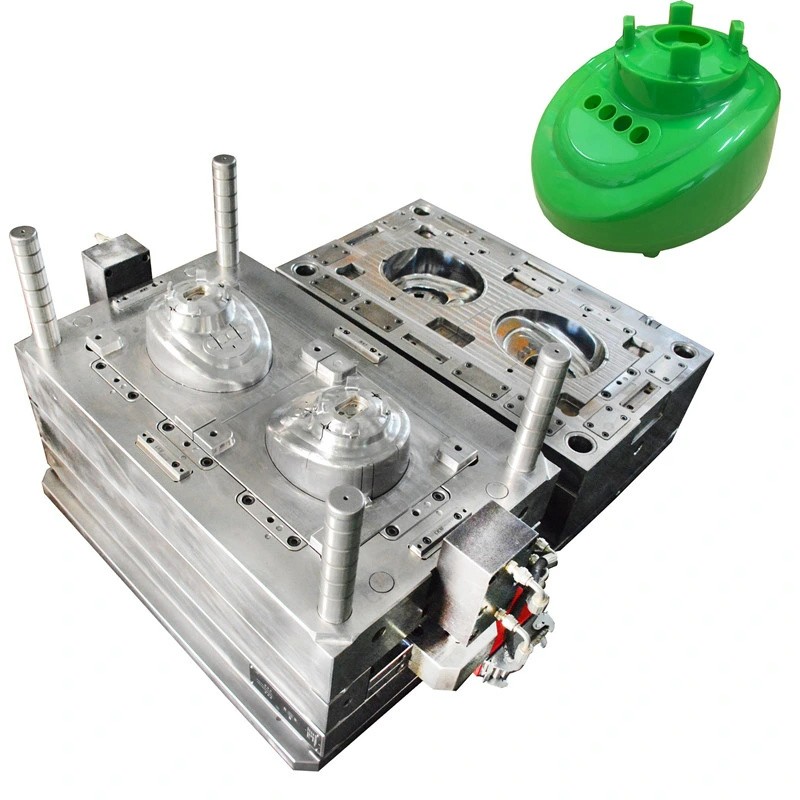
Pengalaman kami yang kaya sebagai syarikat pengacuan suntikan plastik China termasuk keupayaan pengeluaran untuk pelbagai industri, bahan plastik dan alat tambah khusus untuk bahagian plastik tersuai anda.Tumpuan kami adalah pada pengeluaran 100 hingga 100,000 unit setiap pesanan. Kami tahu setiap projek pengacuan suntikan tersuai adalah berbeza, tetapi setiap pelanggan menikmati nilai utama kami:Acuan suntikan plastik tersuai berkualiti tinggi dan bahagian tersuai dengan penghantaran tepat pada masa yang boleh dipercayaiPerhatian yang cemerlang kepada keperluan pelanggan melalui perancangan kualiti lanjutanSebut harga pantas dan melewatkan komunikasi percumaPerkhidmatan pelanggan yang mesra dan berpengetahuan
KETAHUI LEBIH LANJUT
Sama ada anda mengeluarkan komponen komputer, peralatan barangan sukan atau dalaman automotif, anda mungkin biasa dengan pengacuan suntikan plastik. Apabila produk anda memerlukan bahagian plastik, acuan suntikan plastik daripada syarikat pengacuan suntikan plastik yang pakar dalam proses ini menyediakan penyelesaian satu langkah yang paling cekap.Syarikat pengacuan suntikan plastik tidak semuanya dicipta sama. Produk berkualiti dan perkhidmatan pelanggan yang unggul adalah nilai perniagaan terkemuka untuk Industri Papler. Kami percaya bertindak balas kepada keperluan pelanggan kami dengan penyelesaian yang cekap kos, inovatif dan perkhidmatan sokongan pakar adalah prospek menang-menang.
KETAHUI LEBIH LANJUT
Pengalaman kami, ditambah pula dengan teknologi dan peralatan terkini, membolehkan Industri Papler menghasilkan acuan dan bahagian acuan berkualiti tinggi yang pelanggan kami dan pelanggan mereka harapkan. Sebagai pengeluar acuan plastik profesional di China, beberapa perkhidmatan yang kami sediakan sebagai tambahan kepada pengacuan suntikan plastik termasuk pengacuan suntikan tersuai, pengacuan suntikan prototaip, pengacuan sisipan dan banyak lagi.
KETAHUI LEBIH LANJUT
Acuan suntikan logam, juga dikenali sebagai acuan, digunakan untuk menghasilkan pelbagai jenis produk plastik suntikan di setiap industri. Syarikat lain boleh mensubkontrakkan pembinaan acuan mereka. Acuan suntikan plastik Industri Papler semuanya dihasilkan sendiri dari kemudahan bina acuan khusus kami di Michigan.Membina acuan adalah fasa yang paling memakan masa dalam proses pengacuan suntikan. Mereka memerlukan perkakas ketepatan oleh juruteknik mahir. Pembuat alatan kami yang berpengalaman bekerja bersama-sama jurutera dan pemeriksa kami sepanjang proses pembinaan untuk memastikan semuanya dibina tepat mengikut spesifikasi. Tahap perhatian ini diperlukan kerana kesilapan langkah yang paling kecil pun boleh menyebabkan ralat yang mahal.
KETAHUI LEBIH LANJUT
Apabila menyelidik syarikat pengacuan suntikan plastik, adalah penting untuk mengetahui falsafah pembinaan acuan dan pilihan jaminan mereka. Sebaik sahaja anda telah melabur dalam acuan suntikan berkualiti tinggi, anda akan mempunyai produk yang tahan lasak dan tepat yang boleh digunakan berulang kali, dijalankan demi larian.Binaan acuan syarikat pengacuan suntikan plastik kami membawa jaminan perkakas tanpa had, baik selama kami menjalankan bahagian pengeluaran anda.
KETAHUI LEBIH LANJUT HUBUNGI KAMI
HUBUNGI KAMI Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mel : roger@ppl2009.com
E-mel : roger@ppl2009.com


 IPv6 RANGKAIAN DISOKONG
IPv6 RANGKAIAN DISOKONG