


Proses tuangan die melibatkan menyuntik logam cair dengan takat lebur rendah seperti zink dan aluminium ke dalam acuan tuangan die dan membenarkannya sejuk. Bergantung pada takat lebur, ia berlaku di bawah dua mekanisme yang berbeza (pemutus ruang panas dan sejuk), dan ia sesuai untuk membuat bahagian kepingan logam yang mudah dan kompleks.
Aloi Tuang Die
Kebanyakan aloi yang digunakan dalam tuangan die adalah bukan ferus dengan sifat mekanikal yang kuat. Bahagian bukan ferus bertanggungjawab untuk takat lebur yang rendah sesuai dengan sifat mekanikal yang kuat. Jenis sifat yang diperlukan bergantung pada bahan yang sedang diusahakan. Oleh itu, tidak ada batasan apabila memilih bahan. Walau bagaimanapun, berikut adalah beberapa aloi yang popular:
· Tuangan die aloi aluminium
Aloi aluminium mempunyai sifat unik, menjadikannya boleh digunakan dalam membuat pelbagai produk. Di satu pihak, aloi aluminium 380.0 adalah bahan yang paling biasa dalam tuangan mati kerana sifatnya yang unik. Aloi lain termasuk Aloi Aluminium 360, 390 dan 413. Anda boleh menggunakan aloi aluminium kerana perkara berikut:
· Pemutus aloi zink
Aloi zink mempunyai kekuatan, keliatan, ketegasan, prestasi dan keberkesanan kos yang luar biasa. Akibatnya, ia adalah bahagian penting dalam proses tuangan die, dengan sifat menyaingi dan melebihi aloi lain seperti aluminium, magnesium, dan gangsa.
Terdapat banyak aloi zink yang boleh anda gunakan. Walau bagaimanapun, bahan zink tuangan cetakan biasa ialah Zamak #2, #3, #5, #7, ZA8 dan ZA27, yang terkenal dengan sifat berikut:
· Tuangan die magnesium
Magnesium adalah bahan lain yang digunakan untuk tuangan die. Ia mempunyai banyak aloi, tetapi yang paling biasa ialah AZ91D, terkenal dengan keliatan, ketahanan, ringan dan kebolehtuangan yang baik. Ia adalah 75% lebih ringan daripada keluli dan 33% lebih ringan daripada aluminium tanpa kehilangan kekuatan. Kebanyakan peminat lebih suka magnesium kerana ia lebih baik untuk tuangan kompleks dengan toleransi yang ketat dan ia mempunyai rintangan kakisan yang lebih baik.
· Aloi Lain
Aloi lain yang sesuai untuk membuat bahagian tuangan die termasuk Gangsa, Loyang, plumbum dan timah.
Timah adalah bahan pertama yang digunakan dalam tuangan mati kerana kecairannya yang tinggi. Ia mempunyai takat lebur yang rendah, dan ia meninggalkan sedikit atau tiada haus pada acuan.
Gangsa (gangsa putih) adalah bahan die cast yang betul digunakan dalam industri perhiasan. Ia mempunyai warna yang serupa dengan aloi emas putih dan keluli tahan karat tetapi sesuai untuk tuangan mati kerana takat leburnya yang rendah.
Pilihan Kemasan Permukaan untuk bahagian tuangan die tekanan
Diecast mesti mempunyai kemasan permukaan yang baik yang akan menggalakkan ketahanan, perlindungan, atau kesan estetik. Terdapat pilihan kemasan berbeza yang boleh anda gunakan untuk bahagian tuangan die. Walau bagaimanapun, pilihan adalah berdasarkan saiz bahagian tuang dan aloi yang anda gunakan.
Lukisan adalah teknik kemasan permukaan yang paling biasa sesuai untuk banyak bahan. Ia boleh untuk perlindungan lanjut atau tujuan estetik.
Proses ini melibatkan penggunaan lakuer, cat, atau enamel dengan pertimbangan khusus untuk logam yang digunakan. Sebelum penambahan, bersihkan permukaan logam untuk menghilangkan kekotoran seperti minyak (ini juga membantu dalam lekatan), tambah cat dasar (primer), dan cat utama.
Salutan serbuk adalah satu lagi kemasan hiasan biasa yang boleh anda gunakan untuk bahagian tuangan die anda. Ia melibatkan penggunaan zarah bercas pada permukaan bahagian tuangan die. Proses ini sesuai kerana ia menyembunyikan kecacatan kecil pada permukaan tuangan, mempunyai kawalan ketebalan yang lebih baik dan seragam. Akibatnya, produk menjadi tahan lama, keras, anti-karat yang tinggi dan anti-calar apabila menyelesaikan proses. Salutan serbuk adalah mesra alam kerana ia tidak menghasilkan bahan toksik berbahaya
Teknik kemasan permukaan ini memberikan tuangan rupa antik, dan ia kebanyakannya digunakan untuk tuangan zink. Tuangan disadur dengan kuprum atau aloi lain dan kemudian ditutup dengan komponen berwarna seperti kuprum sulfida. Tuangan dilonggarkan (iaitu, menanggalkan beberapa lapisan berwarna untuk memberikan pendasar kemudian tembaga) dan kemudian dirawat untuk mengelakkan kekotoran.
Salutan seramik ialah proses hiasan dan melibatkan penambahan seramik dalam bentuk larutannya ke bahagian luar bahagian. Proses ini menghasilkan lapisan nipis yang serupa dengan anodizing. Oleh itu, prosedur penyediaan permukaan adalah penting sebelum penggunaannya.
Penyaduran boleh menjadi proses tanpa elektro atau penyaduran elektrik dan merupakan kaedah yang sesuai dan murah untuk kemasan die cast. Sebagai pilihan salutan seramik, lapisan kemasan adalah nipis. Oleh itu, anda memerlukan prosedur penyediaan permukaan sebelum menggunakannya.
Penyaduran tanpa elektro menggunakan bahan kimia dan bukannya elektrik untuk menyadur bahagian diecast. Bahagian tuangan die diletakkan dalam bahan kimia dengan sifat pengurangan. Apabila dimangkinkan oleh mineral lain, bahan kimia tersebut akan termendap pada diepelakon. Penyaduran elektrik adalah serupa. Walau bagaimanapun, bukannya dimangkinkan oleh mineral, pemangkinan berlaku dengan mengalirkan arus melalui elektrolit. Kedua-dua kaedah ini sesuai untuk tujuan estetik. Walaupun sesetengah peminat logam kepingan menggunakannya untuk meningkatkan kekonduksian beberapa bahagian.


Pemutus die aluminium adalah sejenis bahagian pemutus tekanan, melalui acuan pemutus tekanan pemutus mesin pemutus mesin, haba kepada cecair aluminium atau aloi aluminium dituangkan ke dalam salur masuk mesin pemutus, melalui pemutus mesin pemutus die, pemutus acuan ke hadkan bentuk dan saiz bahagian aluminium atau bahagian aluminium, bahagian tersebut biasanya dipanggil tuangan die aluminium.
KETAHUI LEBIH LANJUT
Proses tuangan mati ialah proses pembuatan di mana logam cair dituang atau dipaksa ke dalam acuan keluli. Acuan yang juga dikenali sebagai alat atau die dicipta menggunakan keluli dan direka khas untuk setiap projek. Ini membolehkan setiap komponen dicipta dengan ketepatan dan kebolehulangan. Aluminium, zink, dan magnesium adalah aloi tuangan mati yang paling biasa digunakan.
KETAHUI LEBIH LANJUT
Tuangan mati adalah proses tuangan logam yang dicirikan dengan memaksa logam cair di bawah tekanan tinggi ke dalam rongga acuan. Rongga acuan dicipta menggunakan dua acuan keluli alat yang dikeraskan yang telah dimesin ke dalam bentuk dan berfungsi sama seperti acuan suntikan semasa proses. Kebanyakan tuangan die diperbuat daripada logam bukan ferus, khususnya zink, kuprum, aluminium, magnesium, plumbum, piuter dan aloi berasaskan timah. Bergantung pada jenis logam yang dilemparkan, mesin kebuk panas atau sejuk digunakan.
KETAHUI LEBIH LANJUT
Tuangan tekanan proses tuangan automatik di mana cecair cair ditekan ke dalam acuan di bawah tekanan tinggi (150 hingga 1200 bar) dan pada kelajuan pengisian yang tinggi (sehingga 540 km/j). Biasanya aloi dengan takat lebur yang rendah digunakan. Proses penuangan tekanan ini amat sesuai untuk pengeluaran komponen siri dan besar-besaran kerana, tidak seperti tuangan pasir, contohnya, acuan logam kekal digunakan yang tidak perlu dimusnahkan selepas tuang. Adalah mungkin untuk menghasilkan komponen yang besar dan kompleks dengan ketebalan dinding yang rendah.
KETAHUI LEBIH LANJUT
Die casting adalah salah satu proses pembentukan yang paling menjimatkan dan paling cepat. Kelebihan proses pengeluaran ini ialah ratusan ribu tuangan boleh dihasilkan secara relatifnya dengan menggunakan satu acuan sahaja. Semua komponen yang dihasilkan mempunyai kualiti yang seragam dan melibatkan kos seunit yang agak rendah. Bergantung pada takat lebur logam, pilih tuangan die tekanan tinggi atau tekanan rendah.
KETAHUI LEBIH LANJUT
Tuangan mati ialah proses pembuatan yang sangat popular untuk menghasilkan produk logam. Bahagian tuangan mati menghasilkan kepingan seragam berkualiti tinggi yang boleh dibuat dalam hampir semua saiz, bahagian geometri, tekstur permukaan atau kemasan. Mereka boleh memerlukan proses sekunder yang minimum kerana banyak ciri boleh disepadukan ke dalam reka bentuk seperti stud, engsel, lubang gerudi dan bos, untuk menamakan beberapa.
KETAHUI LEBIH LANJUT
Proses tuangan die melibatkan menyuntik logam cair dengan takat lebur rendah seperti zink dan aluminium ke dalam acuan tuangan die dan membenarkannya sejuk. Bergantung pada takat lebur, ia berlaku di bawah dua mekanisme yang berbeza (pemutus ruang panas dan sejuk), dan ia sesuai untuk membuat bahagian kepingan logam yang mudah dan kompleks.
KETAHUI LEBIH LANJUT
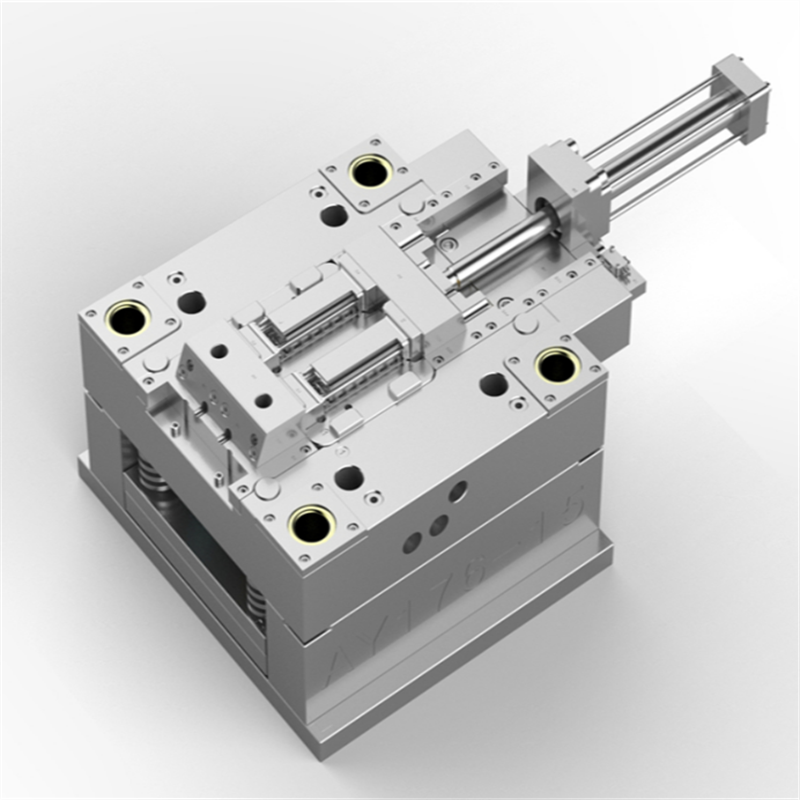
Die casting terdiri daripada tiga elemen: aloi, bahan mentah, mesin die casting dan die. Ia adalah satu proses untuk menyuntik aloi cair (cair) ke dalam acuan di bawah tekanan tinggi, yang dikatakan paling pendek daripada bahan mentah kepada produk. Pada mesin pemutus die dua bahagian die, tetap dan boleh alih, dipasang; apabila cair yang disuntik menjadi pejal dengan cepat, acuan boleh alih terbuka dan tuangan dikeluarkan. Memandangkan ia membolehkan pengeluaran besar-besaran bahagian konfigurasi kompleks, mempunyai 1) dimensi yang tepat, 2) kemasan yang tepat, 3) permukaan halus dan 4) kekuatan yang sangat baik; meritnya dinilai tinggi, memainkan peranan penting dalam industri pemprosesan logam.
KETAHUI LEBIH LANJUT
Tuangan die aluminium ialah kaedah pilihan untuk banyak produk automotif, perindustrian dan telekomunikasi. Ia juga sering digunakan untuk menghasilkan komponen elektrik, hidraulik dan pencahayaan. Jika anda ingin mengetahui lebih lanjut tentang proses tuangan die aluminium tekanan tinggi dan ingin mendapatkan bantuan untuk memutuskan sama ada ia adalah pilihan yang tepat untuk permohonan anda, sila jangan teragak-agak untuk berunding dengan kami tentang projek tersuai anda dan kami boleh menandatangani NDA dengan awak.
KETAHUI LEBIH LANJUT
Tuangan mati aluminium digunakan untuk banyak aplikasi perindustrian, contohnya dalam industri automotif, aplikasi termasuk roda, blok silinder dan kepala, omboh, silinder brek, dan lengan penggantungan. Penggantian komponen tuangan aluminium untuk tuangan ferus dalam sektor automotif diramalkan akan terus berkembang apabila pembuat kereta terus mencari peluang untuk mengurangkan berat kenderaan.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd mempunyai keupayaan untuk bekerja dengan pelbagai tuangan pelaburan keluli tahan karat, memberikan kekuatan tinggi dan bahagian tahan kakisan. Perkhidmatan tuangan pelaburan keluli tahan karat kami telah digunakan untuk pengangkutan, senjata api, elektrik, projek industri alat dan banyak lagi. Kami telah menyempurnakan kaedah kami selama beberapa dekad, dan kami adalah salah satu faundri tuangan ketepatan keluli tahan karat yang paling dipercayai dalam industri.
KETAHUI LEBIH LANJUT
Tuangan die ialah proses pembuatan pilihan apabila menghasilkan bahagian logam yang agak kompleks dalam kuantiti yang tinggi dan digunakan secara meluas kerana kepelbagaian, kebolehpercayaan dan ketepatannya. Tuangan mati menghapuskan semua atau kebanyakan operasi sekunder yang diperlukan untuk membuat bahagian logam; bagaimanapun, pemesinan pasca adalah perkara biasa untuk memenuhi toleransi kritikal-ke-fungsi yang lebih ketat. Bahagian die cast juga boleh diproses pasca dalam sebarang kemasan yang boleh dilakukan oleh rakan sejawatan CNC mereka.
KETAHUI LEBIH LANJUT
Tuangan mati adalah aspek yang berkembang maju dalam industri fabrikasi logam. Kaedah ini telah dicuba, diuji dan terbukti yang kondusif untuk pengeluaran yang diperkemas dan berkualiti tinggi. Ia bukan sahaja cara yang menjimatkan kos untuk menghasilkan bahagian dan komponen logam tersuai, tetapi juga membolehkan anda mencipta bentuk bersih yang kompleks dan ciri dalaman yang kompleks. Jika anda berminat untuk mengetahui lebih lanjut mengenai perkhidmatan aloi tuangan mati kami, hubungi Papler Industry Co.,Ltd untuk mendapatkan sebut harga percuma bagi projek anda.
KETAHUI LEBIH LANJUT
Salah satu faedah paling ketara aluminium tuangan die ialah ia menghasilkan bahagian yang lebih ringan - dengan lebih banyak pilihan kemasan permukaan berbanding aloi tuangan mati yang lain. Aluminium juga boleh menahan suhu operasi tertinggi bagi semua aloi tuangan mati. Selain itu, aluminium tuang adalah serba boleh, tahan kakisan; ia mengekalkan kestabilan dimensi tinggi dengan dinding nipis dan boleh digunakan dalam hampir mana-mana industri.
KETAHUI LEBIH LANJUT
Tuangan die aloi aluminium adalah penting untuk mempromosikan aktiviti komersial dalam banyak industri. Ini mungkin kerana bahagian yang dibuat melalui tuangan die mempunyai serba boleh dan boleh digunakan untuk melakukan banyak perkara yang menguntungkan. Contohnya, anda boleh menggunakan bahagian tuangan mati untuk membuat kereta, alatan perubatan, alatan dan senjata api ketenteraan, peralatan telekomunikasi, produk elektrik dan banyak lagi perkara lain.
KETAHUI LEBIH LANJUT
Di Papler Industry Co., Ltd, setiap komponen yang kami keluarkan direka khas dan direka bentuk mengikut spesifikasi tepat pelanggan kami. Jumlah pengeluaran untuk setiap bahagian yang kami keluarkan boleh berbeza dari beberapa ratus hingga beberapa ratus ribu bahagian tuangan mati. Hubungi kami untuk mengetahui lebih lanjut tentang tawaran perkhidmatan tuangan cetakan tersuai kami.
KETAHUI LEBIH LANJUT
Tidak ada satu proses yang sesuai untuk setiap projek. Setiap projek acuan acuan die adalah berbeza, itulah sebabnya Papler Industry Co., Ltd menawarkan pelbagai penyelesaian untuk semua keperluan tuangan die. Ini memastikan proses yang betul sentiasa digunakan untuk aplikasi yang betul.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd mempunyai kelebihan dalam menghasilkan radiator aluminium tuangan mati Auto, berkualiti tinggi dan harga yang rendah. Untuk memenuhi jangkaan pelanggan yang tinggi, kami kini mempunyai kakitangan yang padu untuk memberikan anda bantuan komprehensif yang terbaik. Wujudkan kerjasama yang baik dan berkekalan dengan anda pada masa hadapan!
KETAHUI LEBIH LANJUT
Proses tuangan die aluminium adalah kaedah yang sangat cekap dan menjimatkan untuk menghasilkan bahagian berkualiti tinggi. Bahagian yang rumit dan kompleks dari segi geometri dengan reka bentuk yang unik boleh dihasilkan secara besar-besaran dengan mudah. Pusat proses melibatkan reka bentuk acuan atau acuan boleh guna semula yang dibuang daripada keluli.
KETAHUI LEBIH LANJUT
Tuangan die ialah proses pembuatan pilihan untuk larian besar bahagian logam kompleks kerana kebolehpercayaan, ketepatan dan serba boleh. Kaedah tuangan die ruang sejuk dan ruang panas mengikut pendekatan umum yang sama, tetapi ia berbeza dalam persediaan jentera dan penghantaran logam cair. Memilih kaedah yang betul akan bergantung pada jika projek itu adalah pembangunan bahagian sekali sahaja, aplikasi bahagian itu, dan logam mana yang akan memenuhi keperluan pengeluar.
KETAHUI LEBIH LANJUT
Tuangan die ialah proses yang serba boleh, cekap dan menjimatkan untuk menghasilkan bahagian logam kejuruteraan. Tuangan die menawarkan pelbagai bentuk dan komponen yang lebih luas daripada mana-mana teknik pembuatan lain. Proses tuangan die memerlukan acuan keluli. Acuan keluli boleh guna semula ini, yang dipanggil dies, boleh direka bentuk untuk menghasilkan bentuk yang kompleks dengan tahap ketepatan dan kebolehulangan yang tinggi. Dies dipasang ke dalam mesin yang menyuntik logam cair ke dalam dies di bawah tekanan tinggi. Apabila logam cair telah memejal, acuan dibuka dan tuangan dikeluarkan dari acuan. Die kemudian ditutup dan proses dimulakan semula.
KETAHUI LEBIH LANJUT
Tuangan die ialah proses pembuatan yang biasa digunakan untuk menghasilkan bahagian aluminium permukaan berdimensi tepat, ditakrifkan dengan jelas, licin atau bertekstur. Ia dicapai dengan menekan aluminium cair di bawah tekanan tinggi ke dalam acuan tuangan die aluminium yang boleh digunakan semula.
KETAHUI LEBIH LANJUT
Tuangan die ialah proses tuangan logam bertekanan tinggi pembuatan logam yang memaksa logam cair ke dalam rongga acuan (aka alat atau perkakas). Rongga acuan terdiri daripada dua acuan keluli alat yang dikeraskan. Mesin kebuk panas - atau sejuk - digunakan berdasarkan logam tuang. Kami menawarkan perkhidmatan tuangan die dalam pelbagai bahan yang menghasilkan bentuk yang tepat dan kompleks. Die casting boleh menghasilkan pelbagai bahagian dengan kemasan yang sempurna dan perincian yang menakjubkan.
KETAHUI LEBIH LANJUT
Aloi aluminium telah menjadi bahan terluas yang digunakan dalam reka bentuk bahagian die cast membawa perumahan cahaya. Ini tidak menghairankan, kerana ia mempunyai banyak kelebihan, seperti pelepasan haba yang baik, nisbah cahaya kepada - berat yang kuat, tinggi, estetik, ketahanan, serta ciri kitar semula. Ciri-ciri tersebut menjadikannya sebagai pilihan idea untuk bahan perumahan cahaya Led.
KETAHUI LEBIH LANJUT
Perumahan die cast ialah proses penciptaan volum tinggi. Ia adalah pada tahap yang terhad kerana perumahan die cast adalah prosedur yang produktif dan konservatif yang menawarkan skop bahagian yang lebih luas dalam hampir semua bidang teknikal.
KETAHUI LEBIH LANJUT
Tuang die aluminium kecil kerap digunakan dalam industri automotif sebagai alternatif yang tahan lama dan ringan kepada keluli dan besi. Sifat kekonduksian elektrik dan haba menjadikannya sangat sesuai untuk industri telekomunikasi dan komputer. Ringan menjadikannya pilihan yang sangat baik untuk aplikasi mudah alih.
KETAHUI LEBIH LANJUT
Tuangan die aluminium ialah proses pembuatan untuk menghasilkan bahagian tuangan aluminium berdimensi tepat, ditakrifkan dengan jelas, licin atau permukaan bertekstur melalui penggunaan acuan boleh guna semula, yang dipanggil dies. Proses tuangan die aluminium melibatkan penggunaan relau, aloi aluminium, mesin tuangan die, dan die.
KETAHUI LEBIH LANJUT
Untuk memenuhi keperluan industri yang pelbagai, kami terlibat dalam menawarkan rangkaian lampu LED tuangan aluminium yang sangat baik. Selain daripada produk yang kami tawarkan, kami boleh membekalkan reka bentuk baharu/berbeza bagi produk aluminium die cast perumahan lampu LED serta mengikut keperluan pembeli.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd mempunyai pengalaman yang luas dalam industri, termasuk bahagian enjin tuangan, bahagian transmisi, bahagian suspensi dan banyak lagi. Automotif tuangan mati berkemampuan toleransi yang ketat dan permukaan licin sambil memenuhi jadual pengeluaran yang cepat dan kos efektif. Daripada penyediaan dan manipulasi acuan awal kepada pemesinan dan ujian ketepatan tinggi, perkhidmatan tuangan die tekanan tinggi kami sesuai untuk industri automotif.
KETAHUI LEBIH LANJUT
Die casting menjadi salah satu kaedah pembuatan yang paling dipercayai. Tuangan mati digunakan dalam pengeluaran pelbagai produk yang boleh didapati dalam hampir mana-mana industri atau menegak yang anda boleh fikirkan. Sudah tentu, seperti proses tuangan logam yang lain, produk tuangan die hanya akan sebaik logam yang digunakan dalam pengeluarannya. Logam sumber akan memberi kesan kepada kualiti keseluruhan, ketahanan, dan penampilan estetik produk siap.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd mempunyai dua proses penuangan logam untuk mengeluarkan bahagian automotif. Yang satu ialah proses tuangan die tekanan. Bergantung pada tekanan yang dikenakan, terdapat 2 jenis proses tuangan die tekanan: tuangan die tekanan tinggi dan tuangan die tekanan rendah. Dengan menggunakan proses logam tuangan mati, kami boleh mengeluarkan hampir semua bahagian auto aluminium, seperti blok enjin, kepala silinder, omboh, rod penyambung, perumah transmisi, hab roda, perumah pam, perumah karburetor, penutup injap, perumah unit stereng, perumah klac , dan lain-lain.
KETAHUI LEBIH LANJUT
Tuangan mati ialah cara yang menjimatkan untuk menghasilkan kuantiti besar produk berbentuk rumit logam ringan dengan ketepatan tinggi. Logam cair dimasukkan pada kelajuan tinggi ke dalam acuan atau acuan logam yang disejukkan air melalui proses suntikan. Logam cair bertukar menjadi pepejal apabila bersentuhan dengan air sejuk.
KETAHUI LEBIH LANJUT
Tuangan die tekanan melibatkan memerah logam cair ke dalam rongga acuan di bawah tekanan tinggi dan kemudian menahan logam di bawah tekanan semasa pemejalan. Tekanan dikenakan oleh tindakan ram omboh hidraulik yang menyuntik logam cair melalui acuan keluli dan ke dalam acuan. Tuangan logam dikeluarkan daripada acuan berikutan pemejalan, dan proses diulang menggunakan acuan kekal yang sama. Proses ini sesuai untuk pengeluaran kadar yang sangat tinggi kerana kadar pemejalan tuangan yang cepat. Banyak aloi aluminium dan magnesium dibuang menggunakan kaedah ini.
KETAHUI LEBIH LANJUT
Tuangan mati ialah kaedah tuangan yang mantap, terutamanya sesuai untuk pengeluaran automatik sepenuhnya, produktiviti tinggi, pengeluaran volum tinggi bagi bahagian bentuk bersih yang kompleks dengan berat bahagian antara beberapa gram hingga lebih daripada 15 kg.
KETAHUI LEBIH LANJUT
Tuangan die aluminium telah terbukti sebagai kaedah yang ideal untuk mencipta perumah yang dipimpin untuk pelbagai komponen komponen dengan pelbagai bahan. Ciri-ciri aluminium yang banyak menjadikannya logam yang ideal untuk reka bentuk tuangan die. Perumah led tuangan aluminium tersuai adalah berharga, unik dan tidak dapat dielakkan semasa berada dalam industri ringan.
KETAHUI LEBIH LANJUT
Hujung pelocok adalah elemen kritikal dalam proses tuangan die aluminium. Kejayaan operasinya bergantung pada beberapa faktor, yang paling penting, interaksi cekapnya dengan lengan pukulan bulat, lurus, termal dan oleh itu stabil dari segi dimensi.
KETAHUI LEBIH LANJUT
Lengan pukulan adalah elemen kritikal dalam proses tuangan aluminium. Untuk produktiviti maksimum – dan juga hayat operasi maksimum untuk kedua-dua lengan pukulan dan hujung pelocok – pelocok mesti bergerak dengan lancar secara konsisten, dan pada kelajuan yang stabil melalui lengan pukulan yang bulat sempurna, lurus.
KETAHUI LEBIH LANJUT
Untuk meningkatkan nisbah kekuatan kepada berat tuangan, tuangan perlu dirawat haba. Suhu rawatan haba boleh mencapai setinggi 400ºC dan selama 24 jam. Udara yang terperangkap di dalam boleh mengembang dan menyebabkan melepuh semasa rawatan haba, terutamanya untuk aloi aluminium.
KETAHUI LEBIH LANJUT
Salah satu logam yang paling serba boleh, aluminium dan aloinya telah mendapat perhatian dalam banyak aplikasi. Pasaran aloi aluminium adalah antara logam bukan ferus yang paling banyak digunakan dalam aplikasi kejuruteraan kerana sifat fizikal yang sangat baik. Penduduk bandar yang berkembang pesat telah meningkatkan permintaan untuk bahan binaan termaju untuk pembangunan bangunan kediaman dan komersial serta infrastruktur lain seperti jambatan dan jejambat.
KETAHUI LEBIH LANJUT HUBUNGI KAMI
HUBUNGI KAMI Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mel : roger@ppl2009.com
E-mel : roger@ppl2009.com


 IPv6 RANGKAIAN DISOKONG
IPv6 RANGKAIAN DISOKONG