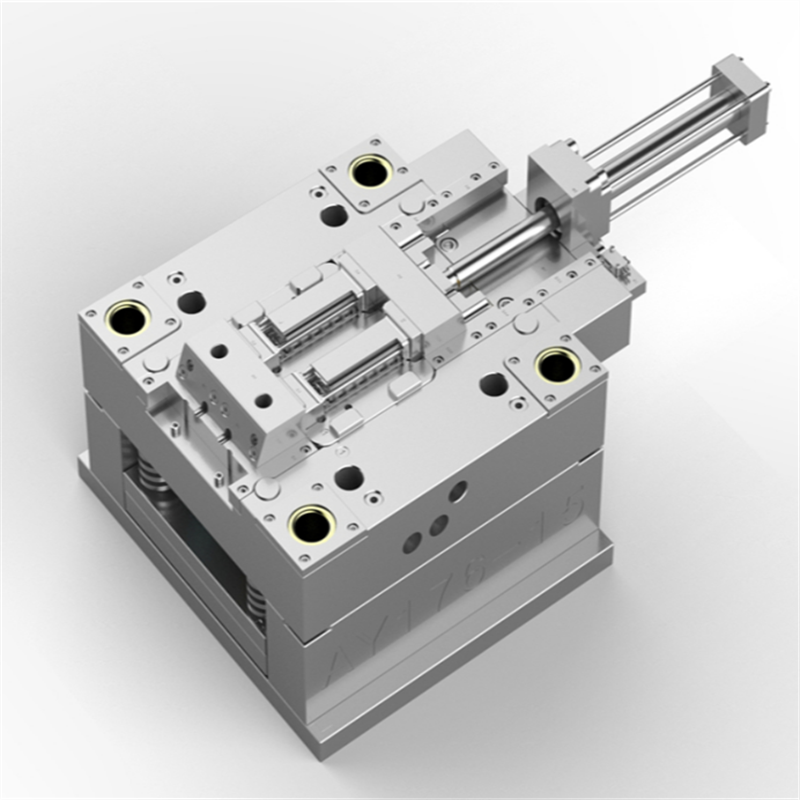
Pengacuan suntikan adalah cara paling kos efektif untuk membuat bahagian plastik pada skala. Proses pengacuan suntikan melibatkan menyuntik plastik cair ke dalam alat acuan, kemudian mengeluarkan bahagian pepejal. Proses ini berulang dengan cepat beratus atau beribu kali, melunaskan kos alat acuan dan mengurangkan kos setiap unit kepada beberapa dolar atau kurang. Memandangkan proses pengacuan suntikan menggunakan alat acuan yang sama untuk setiap bahagian, ia menawarkan kualiti yang konsisten di setiap bahagian.
Kami mempunyai keupayaan untuk melakukan pengacuan sisipan, pengacuan berlebihan, dan acuan keluarga, dan kami menawarkan pelbagai bahan plastik, warna dan kemasan permukaan. Di samping itu, kami boleh menyediakan proses pembuatan sekunder seperti mengecat, mencetak pad dan penyaduran krom. Kami telah membuat bahagian plastik untuk industri automotif, aeroangkasa, perubatan, perkakas, luar dan industri robotik, antara lain.




Bahan Bahagian Pengacuan Suntikan:
Terdapat beribu-ribu resin acuan suntikan plastik untuk dipilih, dengan sifat yang serupa tetapi tidak serupa. Apabila memilih plastik, perkara pertama yang perlu anda pertimbangkan ialah fungsi bahagian dan persekitaran fizikal yang akan terdedah kepadanya. Jadi dengan jelas anda perlu mempertimbangkan jenis bahan pengacuan suntikan yang akan menghadapi pelbagai cabaran alam sekitar seperti turun naik suhu, kelembapan, pendedahan kimia, cahaya UV dan banyak lagi. Kemudian kekuatan, ketahanan, fleksibiliti, warna dan kos bahan itu akan dimainkan.
| Kelebihan | Keburukan |
Nilon (PA) | l Keupayaan suhu 600°-700° untuk jangka pendek l Rintangan kimia yang sangat baik l Rintangan tinggi terhadap lelasan l Teguh dan tahan impak berulang | l Menyerap lembapan (boleh menjejaskan sifat elektrik dan mekanikal) l Memerlukan kestabilan UV l Diserang oleh asid/bes kuat l Sensitiviti takuk tinggi |
Akrilik | l Kejelasan optik yang sangat baik l Ketahanan cuaca yang sangat baik dan rintangan kepada cahaya matahari l Tegar dengan rintangan hentaman yang baik l Penghantaran cahaya yang baik | l Rintangan pelarut yang lemah l Tertakluk kepada keretakan tekanan l Sedikit menyerap lembapan l Suhu perkhidmatan berterusan. (mudah cair) |
Polikarbonat (PC) | l Rintangan hentaman tinggi l Kejelasan l Prestasi mudah terbakar yang baik l Kestabilan dimensi l Rintangan kimia (campuran PC) | l Hanya rintangan pelarut yang adil l Tertakluk kepada keretakan tekanan l Merosot jika tidak diproses dengan betul l Suhu pemprosesan yang tinggi l Kekuningan selepas pendedahan jangka panjang kepada cahaya UV |
Polistirena (PS) | l Kejelasan Optik l Berkilat tinggi l Gred FDA tersedia l Kos rendah l Kestabilan dimensi yang baik l Ketegaran yang baik | l Mudah terbakar, tetapi gred kalis api tersedia l Rintangan pelarut yang lemah l Homopolimer adalah rapuh l Tertakluk kepada tekanan dan keretakan persekitaran |
Akrilonitril Butadiena Stirena (ABS) | l Rintangan hentaman yang baik dengan keliatan dan ketegaran l Salutan logam mempunyai lekatan yang sangat baik pada ABS l Kebolehprosesan dan penampilan yang sangat baik | l Rintangan pelarut yang lemah l Kekuatan dielektrik rendah (bukan penebat yang baik) l Suhu perkhidmatan berterusan rendah (mudah cair) |
Polipropilena (PP) | l Rintangan kelembapan yang sangat baik l Gred makanan tersedia l Engsel acuan mungkin l Kekuatan impak yang baik | l Didegradasi oleh UV l Mudah terbakar (gred terencat tersedia) l Diserang oleh pelarut berklorin |
Polietilena (PE) | l Kos rendah l Rintangan hentaman dari -40° hingga 194° F l Rintangan kelembapan l Gred makanan tersedia | l Rintangan cuaca buruk l Pengembangan haba yang tinggi l Tertakluk kepada keretakan tekanan l Sukar untuk diikat l Mudah terbakar l Keupayaan suhu yang lemah |
Poliuretana Termoplastik (TPU) | l Tahan Kimia l Suhu rendah. fleksibiliti l Tahan lelasan dan haus l Mudah Diproses | l Jangka hayat yang lebih pendek l Kekakuan yang lebih rendah daripada PET yang serupa l Pengeringan memerlukan pra-pemprosesan l Julat kekerasan yang sempit |
 HUBUNGI KAMI
HUBUNGI KAMI Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mel : roger@ppl2009.com
E-mel : roger@ppl2009.com


 IPv6 RANGKAIAN DISOKONG
IPv6 RANGKAIAN DISOKONG