Pengacuan suntikan ialah kaedah untuk mendapatkan produk acuan dengan menyuntik bahan plastik yang dicairkan oleh haba ke dalam acuan, dan kemudian menyejukkan dan memejalkannya.
Kaedah ini sesuai untuk pengeluaran besar-besaran produk dengan bentuk yang rumit, dan mengambil bahagian yang besar dalam bidang pemprosesan plastik.
Kitaran Proses
Kitaran proses untuk pengacuan suntikan adalah sangat singkat, biasanya antara 2 saat dan 2 minit, dan terdiri daripada empat peringkat berikut:
Mengapit - Sebelum suntikan bahan ke dalam acuan, kedua-dua bahagian acuan mesti terlebih dahulu ditutup dengan selamat oleh unit pengapit. Setiap separuh acuan dilekatkan pada mesin pengacuan suntikan dan separuh lagi dibiarkan meluncur. Unit pengapit berkuasa hidraulik menolak bahagian acuan bersama-sama dan menggunakan daya yang mencukupi untuk memastikan acuan ditutup dengan selamat semasa bahan disuntik. Masa yang diperlukan untuk menutup dan mengapit acuan bergantung kepada mesin - mesin yang lebih besar (yang mempunyai daya pengapit yang lebih besar) akan memerlukan lebih banyak masa. Masa ini boleh dianggarkan dari masa kitaran kering mesin.
Suntikan - Bahan plastik mentah, biasanya dalam bentuk pelet, dimasukkan ke dalam mesin pengacuan suntikan, dan maju ke arah acuan oleh unit suntikan. Semasa proses ini, bahan dicairkan oleh haba dan tekanan. Plastik cair kemudian disuntik ke dalam acuan dengan cepat dan terkumpul pek tekanan dan memegang bahan. Jumlah bahan yang disuntik dirujuk sebagai pukulan. Masa suntikan sukar dikira dengan tepat kerana aliran plastik cair yang kompleks dan berubah-ubah ke dalam acuan. Walau bagaimanapun, masa suntikan boleh dianggarkan dengan jumlah pukulan, tekanan suntikan dan kuasa suntikan.
Menyejukkan - Plastik cair yang berada di dalam acuan mula sejuk sebaik sahaja ia bersentuhan dengan permukaan acuan dalaman. Apabila plastik sejuk, ia akan menjadi pepejal menjadi bentuk bahagian yang dikehendaki. Walau bagaimanapun, semasa penyejukan beberapa pengecutan bahagian mungkin berlaku. Pembungkusan bahan dalam peringkat pengacuan suntikan membolehkan bahan tambahan mengalir ke dalam acuan dan mengurangkan jumlah pengecutan yang boleh dilihat. Acuan tidak boleh dibuka sehingga masa penyejukan yang diperlukan telah berlalu. Masa penyejukan boleh dianggarkan daripada beberapa sifat termodinamik plastik dan ketebalan dinding maksimum bahagian tersebut.
Ejection - Selepas masa yang mencukupi telah berlalu, bahagian yang disejukkan boleh dikeluarkan dari acuan oleh sistem lenting, yang dilekatkan pada separuh belakang acuan. Apabila acuan dibuka, mekanisme digunakan untuk menolak bahagian keluar dari acuan. Daya mesti dikenakan untuk mengeluarkan bahagian kerana semasa menyejukkan bahagian itu mengecut dan melekat pada acuan. Untuk memudahkan pelepasan bahagian, agen pelepas acuan boleh disembur ke permukaan rongga acuan sebelum suntikan bahan. Masa yang diperlukan untuk membuka acuan dan mengeluarkan bahagian boleh dianggarkan dari masa kitaran kering mesin dan harus termasuk masa untuk bahagian itu terlepas daripada acuan. Sebaik sahaja bahagian itu dikeluarkan, acuan boleh ditutup rapat untuk pukulan seterusnya disuntik.
Selepas kitaran pengacuan suntikan, beberapa pemprosesan pasca biasanya diperlukan. Semasa penyejukan, bahan dalam saluran acuan akan memejal yang melekat pada bahagian tersebut. Bahan berlebihan ini, bersama-sama dengan mana-mana denyar yang telah berlaku, mesti dipangkas dari bahagian tersebut, biasanya dengan menggunakan pemotong. Untuk beberapa jenis bahan, seperti termoplastik, bahan sekerap yang terhasil daripada pemangkasan ini boleh dikitar semula dengan diletakkan ke dalam pengisar plastik, juga dipanggil mesin regrind atau granulator, yang mengisar semula bahan sekerap menjadi pelet. Disebabkan oleh beberapa kemerosotan sifat bahan, regrind mesti dicampur dengan bahan mentah dalam nisbah regrind yang betul untuk digunakan semula dalam proses pengacuan suntikan.
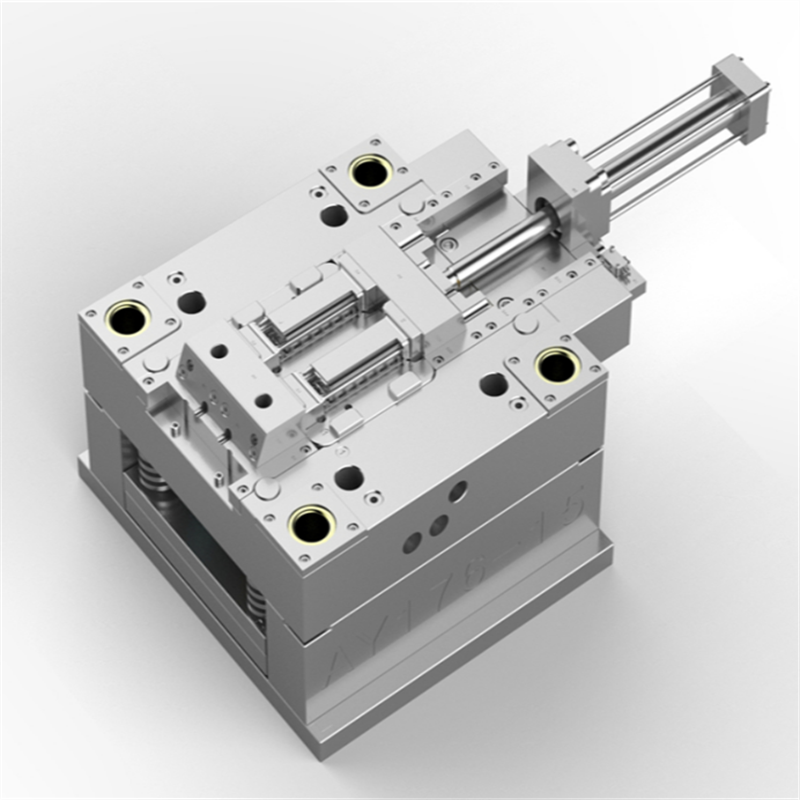
Perkakas
Proses pengacuan suntikan menggunakan acuan, biasanya diperbuat daripada keluli atau aluminium, sebagai alatan tersuai. Acuan mempunyai banyak komponen, tetapi boleh dibahagikan kepada dua bahagian. Setiap separuh dipasang di dalam mesin pengacuan suntikan dan bahagian belakang dibenarkan untuk meluncur supaya acuan boleh dibuka dan ditutup di sepanjang garisan perpisahan acuan. Dua komponen utama acuan ialah teras acuan dan rongga acuan. Apabila acuan ditutup, ruang antara teras acuan dan rongga acuan membentuk rongga bahagian, yang akan diisi dengan plastik cair untuk mencipta bahagian yang dikehendaki. Acuan berbilang rongga kadangkala digunakan, di mana dua bahagian acuan membentuk beberapa rongga bahagian yang sama.
Teras acuan dan rongga acuan masing-masing dipasang pada asas acuan, yang kemudiannya dipasang pada plat di dalam mesin pengacuan suntikan. Separuh hadapan asas acuan termasuk plat sokongan, di mana rongga acuan dipasang, sesendal sprue, di mana bahan akan mengalir dari muncung, dan gelang pengesan, untuk menjajarkan asas acuan dengan muncung. Separuh belakang asas acuan termasuk sistem lenting, yang mana teras acuan dipasang, dan plat sokongan. Apabila unit pengapit memisahkan bahagian acuan, bar ejector menggerakkan sistem lenting. Bar ejektor menolak plat ejektor ke hadapan di dalam kotak ejektor, yang seterusnya menolak pin ejektor ke dalam bahagian yang dibentuk. Pengecutpin menolak bahagian pepejal keluar dari rongga acuan terbuka.
Agar plastik cair mengalir ke dalam rongga acuan, beberapa saluran disepadukan ke dalam reka bentuk acuan. Pertama, plastik cair memasuki acuan melalui sprue. Saluran tambahan, dipanggil pelari, membawa plastik cair dari sprue ke semua rongga yang mesti diisi. Pada akhir setiap pelari, plastik cair memasuki rongga melalui pintu yang mengarahkan aliran. Plastik cair yang memejal di dalam pelari ini dilekatkan pada bahagian dan mesti diasingkan selepas bahagian itu dikeluarkan dari acuan. Walau bagaimanapun, kadangkala sistem pelari panas digunakan yang memanaskan saluran secara bebas, membolehkan bahan yang terkandung dicairkan dan tertanggal daripada bahagian tersebut. Satu lagi jenis saluran yang dibina ke dalam acuan ialah saluran penyejukan. Saluran ini membenarkan air mengalir melalui dinding acuan, bersebelahan dengan rongga, dan menyejukkan plastik cair.
Sebagai tambahan kepada pelari dan pintu pagar, terdapat banyak isu reka bentuk lain yang mesti dipertimbangkan dalam reka bentuk acuan. Pertama, acuan mesti membenarkan plastik cair mengalir dengan mudah ke dalam semua rongga. Sama pentingnya ialah penyingkiran bahagian pepejal dari acuan, jadi sudut draf mesti digunakan pada dinding acuan. Reka bentuk acuan juga mesti menampung sebarang ciri kompleks pada bahagian tersebut, seperti potongan bawah atau benang, yang memerlukan kepingan acuan tambahan. Kebanyakan peranti ini meluncur ke dalam rongga bahagian melalui sisi acuan, dan oleh itu dikenali sebagai slaid, atau tindakan sampingan. Jenis tindakan sampingan yang paling biasa ialah teras sisi yang membolehkan potongan bawah luaran dibentuk. Peranti lain masuk melalui hujung acuan sepanjang arah perpisahan, seperti pengangkat teras dalaman, yang boleh membentuk potongan dalaman. Untuk membentuk benang ke dalam bahagian, peranti membuka skru diperlukan, yang boleh berputar keluar dari acuan selepas benang telah terbentuk.


Pengacuan suntikan ialah kaedah membentuk produk dengan menyuntik plastik cair ke dalam acuan dan kemudian menyejukkan dan memejalkannya, yang sesuai untuk pengeluaran besar-besaran dan produk bentuk kompleks.Bukan sahaja bahagian automotif platik, bahagian suntikan plastik digunakan dalam pelbagai industri dan kehidupan seharian kita. Kami menawarkan perkhidmatan pengacuan suntikan kos rendah berkualiti tinggi, sila hubungi kami untuk sebarang produk plastik tersuai.
KETAHUI LEBIH LANJUT
Pengacuan suntikan adalah salah satu proses pembuatan yang paling kerap digunakan untuk mencipta bahagian plastik. Terima kasih kepada ketepatan tinggi, kebolehulangan dan kecekapan kos pada skala, pengacuan suntikan digunakan untuk membuat pelbagai produk dan bahagian daripada sisipan perubatan terkecil sehingga bahagian automotif & aeroangkasa dan pertahanan yang besar. Proses pengacuan suntikan memerlukan mesin pengacuan suntikan, bahan plastik mentah, dan acuan mesin. Bahan plastik mentah mula-mula dicairkan dalam unit suntikan dan kemudian disuntik ke dalam acuan - paling kerap dimesin daripada keluli atau aluminium - di mana ia menyejuk dan memejal ke dalam bahagian plastik terakhir. Langkah-langkah utama dalam proses pengacuan suntikan ialah pengapit, suntikan, penyejukan, dan lontar.
KETAHUI LEBIH LANJUT
Perkhidmatan utama industri Papler yang ditawarkan termasuk pengacuan sisipan, pengacuan berlebihan & pengacuan suntikan dua warna, serta dengan pemesinan CNC. Dengan lebih daripada 10 tahun pengalaman, industri Papler mampu menghasilkan plastik bahagian acuan suntikan mampu milik tersuai, bahagian acuan sisipan dan bahagian acuan terlampau mengikut spesifikasi, lukisan atau sampel pelanggan.
KETAHUI LEBIH LANJUT
Pengacuan suntikan & pengacuan suntikan ialah proses pembuatan yang paling biasa digunakan untuk pembuatan bahagian plastik. Ia merujuk kepada kaedah bahawa di bawah suhu tertentu, bahan plastik yang cair sepenuhnya dengan kacau skru disuntik ke dalam rongga acuan dengan tekanan tinggi, dan kemudian disejukkan dan dipadatkan untuk mendapatkan produk acuan suntikan. Kaedah ini sangat menjimatkan kos dan ia sesuai untuk pengeluaran besar-besaran bahagian bentuk yang kompleks. Terdapat terutamanya enam peringkat: penutupan acuan, suntikan gam, pengekalan tekanan, penyejukan, pembukaan acuan dan penyingkiran produk. Pengacuan juga mempunyai kepelbagaian bahan, warna dan konfigurasi tertinggi jika dibandingkan dengan pemesinan CNC atau bahkan percetakan 3D. Di luar bahan, bahagian acuan suntikan boleh mempunyai kosmetik, pengilat atau tekstur permukaan tersuai.
KETAHUI LEBIH LANJUT
Pengacuan suntikan adalah proses pembuatan, di mana bahan cair disuntik ke dalam acuan di bawah tekanan tinggi. Kemudian ia disejukkan dan dipejalkan untuk mendapatkan produk akhir. Apabila anda perlu membuat produk jisim yang sangat cekap pada kadar yang lebih cepat maka pengacuan suntikan adalah salah satu teknik terbaik untuk menyelesaikan sesuatu. Ia adalah antara kaedah yang paling dipercayai untuk pembuatan bahagian plastik dan ia menawarkan banyak sifat mesra pembuatan yang menguntungkan. Ia digunakan secara meluas dalam banyak industri kerana sifatnya yang sangat baik seperti keupayaan untuk membuat reka bentuk bahagian yang kompleks, pilihan bahan dan warna yang besar, kekuatan yang dipertingkatkan dan lain-lain lagi.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil die-casting), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga.
KETAHUI LEBIH LANJUT
Pengacuan suntikan menggunakan mesin tujuan khas yang mempunyai tiga bahagian: unit suntikan, acuan dan pengapit. Bahagian yang akan diacukan suntikan mestilah direka dengan sangat teliti untuk memudahkan proses pengacuan; bahan yang digunakan untuk bahagian, bentuk dan ciri bahagian yang diingini, bahan acuan, dan sifat mesin acuan semuanya mesti diambil kira. Fleksibiliti pengacuan suntikan difasilitasi oleh pertimbangan dan kemungkinan reka bentuk yang luas ini.
KETAHUI LEBIH LANJUT
Pengacuan Suntikan ialah proses pembuatan untuk menghasilkan bahagian dalam jumlah yang besar. Ia biasanya digunakan dalam proses pengeluaran besar-besaran di mana bahagian yang sama dibuat beribu-ribu atau bahkan berjuta-juta kali berturut-turut.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah kaedah untuk mendapatkan produk acuan dengan menyuntik bahan plastik yang dicairkan oleh haba ke dalam acuan, dan kemudian menyejukkan dan memejalkannya.Kaedah ini sesuai untuk pengeluaran besar-besaran produk dengan bentuk yang rumit, dan mengambil bahagian yang besar dalam bidang pemprosesan plastik.
KETAHUI LEBIH LANJUT
Pengacuan suntikan plastik prototaip ialah proses yang digunakan untuk menghasilkan bahagian plastik tersuai dalam kuantiti yang rendah atau tinggi untuk kegunaan komersil dan perindustrian. Daripada komponen keselamatan kereta yang rumit kepada produk ringkas seperti pemegang kad perniagaan, aplikasinya merangkumi pelbagai industri. Pakar pengacuan suntikan kami berharap dapat bekerjasama dengan anda dalam projek binaan acuan anda sebagai langkah seterusnya ke arah pembuatan bahagian acuan tersuai anda.
KETAHUI LEBIH LANJUT
Pengacuan plastik suntikan mempunyai kos pengeluaran yang rendah, menghasilkan bahagian plastik yang sangat tepat, dan boleh berfungsi dengan mana-mana bahan termoplastik. Pengacuan suntikan boleh mengendalikan kebanyakan jumlah larian pengeluaran, menghasilkan bahagian dengan saiz yang berbeza-beza, dan sangat boleh diulang.
KETAHUI LEBIH LANJUT
Bahagian dan komponen plastik diketahui dapat mengurangkan kos dan meningkatkan kecekapan dalam banyak industri – tetapi tidak ada kelebihan plastik yang lebih jelas daripada dalam industri alat ganti plastik automotif. Plastik menawarkan peningkatan kecekapan bahan api, ketahanan kakisan yang lebih baik, fleksibiliti reka bentuk yang lebih besar, ketahanan unggul, prestasi yang lebih tinggi dan kos yang lebih rendah. Sangat mudah ditempa, plastik juga cukup kuat untuk menahan struktur dan bentuknya.
KETAHUI LEBIH LANJUT
Perkakas acuan suntikan bercetak 3D membolehkan pereka bentuk mencetak dan membentuk berbilang lelaran sesuatu bahagian. Ini memberi mereka kebebasan untuk meneroka lebih banyak reka bentuk dan keyakinan bahawa reka bentuk akhir mereka akan menjadi reka bentuk yang betul.
KETAHUI LEBIH LANJUT
acuan suntikan plastik adalah proses pembuatan yang membolehkan bahagian dihasilkan dalam jumlah yang besar. Ia berfungsi dengan menyuntik bahan cair ke dalam acuan. Ia biasanya digunakan sebagai proses pengeluaran besar-besaran untuk mengeluarkan beribu-ribu item yang sama. Bahan pengacuan suntikan termasuk logam, gelas, elastomer dan konfeksi, walaupun ia paling biasa digunakan dengan polimer termoplastik dan termoset.
KETAHUI LEBIH LANJUT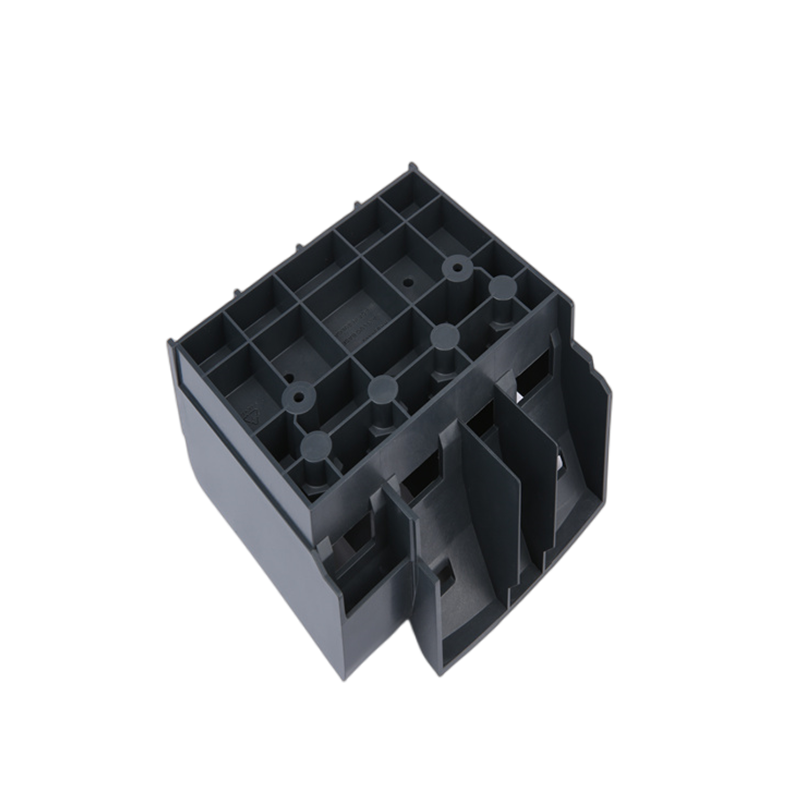
Papler Industry Co., Ltd mempunyai dua pilihan perkhidmatan pengacuan suntikan plastik - pembuatan prototaip dan atas permintaan - dengan masing-masing menawarkan faedah mereka sendiri bergantung pada keperluan projek anda. Jika kuantiti bahagian lebih tinggi, sekeping mampu milik - harga bahagian adalah penting dan cepat - pengeluaran giliran sepanjang kitaran hayat produk adalah kritikal. Untuk ini pilihan pembuatan atas permintaan kami adalah ideal.
KETAHUI LEBIH LANJUT
pengacuan suntikan plastik adalah proses yang tidak ternilai untuk mencipta bahagian plastik. Proses ini pantas, murah dan membantu mencipta jumlah besar objek yang sama. Salah satu kelebihan pengacuan suntikan yang paling ketara ialah kemasan permukaan semula jadi bahagian acuan. Walaupun tanpa sebarang kemasan permukaan pengacuan suntikan atau rawatan pasca pemprosesan, bahagian acuan mempunyai kemasan permukaan licin yang sesuai untuk banyak kegunaan akhir.
KETAHUI LEBIH LANJUT
Papler Industry Co., Ltd telah menyediakan produk acuan suntikan plastik berkualiti tinggi. Reka bentuk produk plastik, pembinaan acuan suntikan plastik berkualiti tinggi dan kepakaran teknikal dalam pengacuan suntikan plastik adalah DNA syarikat kami. Daripada membantu pelanggan mereka bentuk bahagian plastik tersuai mereka kepada menawarkan pengacuan suntikan tersuai volum kecil dan tinggi, pengacuan suntikan prototaip dan perkhidmatan pengacuan sisipan, kami terus meningkatkan keupayaan kami melalui keperluan pelanggan.
KETAHUI LEBIH LANJUT
Pengacuan suntikan plastik ialah proses pembuatan di mana resin dalam tong dipanaskan kepada keadaan cair, kemudian ditembak ke dalam acuan untuk membentuk bahagian termoplastik gred pengeluaran akhir.
KETAHUI LEBIH LANJUT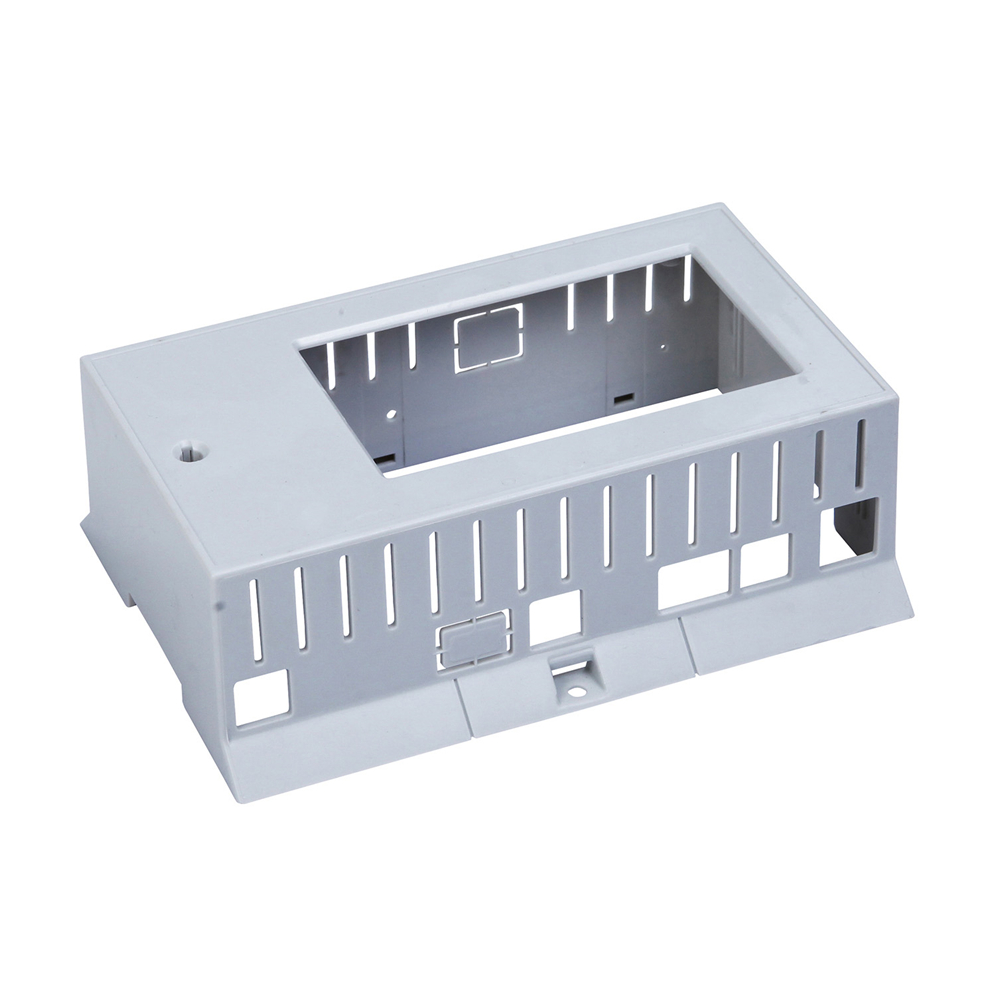
Pengacuan suntikan plastik adalah proses yang paling biasa digunakan untuk pembuatan bahagian plastik. Proses ini membolehkan kadar pengeluaran yang tinggi, menawarkan toleransi tinggi yang boleh berulang, membolehkan fleksibiliti untuk mencipta bentuk yang kompleks, dan mempamerkan kos buruh yang rendah. Grafik boleh ditambah dengan menggabungkan bahagian acuan suntikan plastik dengan lukisan dan etsa laser.
KETAHUI LEBIH LANJUT
Kotak dan penutup elektronik plastik direka untuk pelbagai peralatan elektronik, termasuk pemancar audio, pemancar video, mesin permainan, peranti kawalan jauh, peralatan ujian dan banyak lagi. Penutup ini diperbuat daripada plastik ABS dan mempunyai ketahanan yang luar biasa. Dengan rangkaian lengkap peralatan pengeluaran dan perhatian yang ketat terhadap proses pembuatan, termasuk reka bentuk acuan, pengacuan suntikan, pemasangan dan banyak lagi, kami menjamin ketepatan kandang. Kami juga menawarkan kotak elektronik plastik tersuai dan penutup untuk memenuhi keperluan khas.
KETAHUI LEBIH LANJUT
Dari segi fungsi dan estetik, pencahayaan adalah penting untuk automotif. Pencahayaan moden bukan sahaja memberikan penglihatan yang betul untuk pemandu, tetapi juga menyumbang untuk meningkatkan keselamatan dengan teknologi pencahayaan adaptif yang digabungkan dengan sistem bantuan pemanduan termaju. Papler Industry Co., Ltd menawarkan pelbagai penyelesaian kepada lampu kenderaan plastik.
KETAHUI LEBIH LANJUT
Pengacuan suntikan plastik ialah penghantaran pantas prototaip, jambatan dan pengacuan suntikan pengeluaran termasuk pengacuan berlebihan, pengacuan sisipan dan uretana tuang.
KETAHUI LEBIH LANJUT
Pengacuan suntikan plastik termoplastik ialah proses pembuatan yang mencipta bahagian berfungsi sepenuhnya dengan menyuntik resin plastik ke dalam acuan pra-dibuat. Ia mempunyai beberapa subkategori, seperti pengacuan suntikan pantas, yang paling sesuai digunakan dalam prototaip penalaan halus sebelum produk diberi kebenaran untuk pengeluaran. Satu lagi sub kategori, pengacuan suntikan pengeluaran, paling baik digunakan untuk menjalankan produk penuh.
KETAHUI LEBIH LANJUT
Pembangun menggunakan proses pengacuan suntikan termoplastik untuk banyak aplikasi, kerana ia boleh menghasilkan apa sahaja dari panel pintu kereta ke sarung telefon bimbit dengan ketepatan yang baik dan kemasan permukaan. Lebih-lebih lagi, ia adalah piawaian industri untuk menghasilkan bahagian acuan plastik, jadi pemaju boleh yakin mereka mengeluarkan produk berkualiti jika mereka menggunakan laluan ini dalam proses pembangunan.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses di mana pelet plastik dicairkan dan disuntik di bawah tekanan tinggi ke dalam rongga acuan. Bahagian yang dibentuk kemudian dikeluarkan, dan proses diulang. Produk siap kemudiannya boleh digunakan sebagaimana adanya, atau sebagai komponen produk lain.
KETAHUI LEBIH LANJUT
Pengacuan suntikan menggunakan tekanan yang sangat tinggi dan biasanya mesin adalah hidraulik atau, semakin, elektrik. Perkakas untuk aplikasi pengacuan suntikan pengeluaran mesti boleh bertahan di bawah tekanan tinggi dan diperbuat daripada keluli atau aluminium. Kos perkakas yang berpotensi tinggi sering memacu ekonomi aplikasi pengacuan plastik. Pengacuan suntikan ialah cara yang berkesan untuk membuat bahagian tersuai.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah Acuan dibuat berdasarkan fail CAD. Itulah bahagian yang sukar dalam proses kerana ia memerlukan masa untuk mencipta acuan. Acuan sedemikian biasanya diperbuat daripada aluminium atau keluli.Selepas acuan dibuat, resin termoplastik disuntik ke dalamnya dan kemudian dibiarkan untuk menyembuhkan dan membentuk bahagian. Bahan itu terlebih dahulu dimasukkan ke dalam tong yang dipanaskan sebelum dilancarkan ke dalam acuan untuk disejukkan dan diawetkan. Selepas pengawetan, bahagian dikeluarkan dari acuan dan proses dimulakan semula sehingga bahagian dijalankan selesai.
KETAHUI LEBIH LANJUT
Pengacuan suntikan adalah salah satu kaedah pembuatan tradisional yang paling serba boleh, menghasilkan bahagian yang kompleks, tahan lama dan boleh dipercayai. Pengacuan suntikan menghasilkan bahagian yang mempunyai pelbagai tujuan.
KETAHUI LEBIH LANJUT
Setelah acuan dibuat, pengacuan suntikan menghasilkan bahagian dengan sangat pantas, menjadikannya kaedah yang ideal untuk pengeluaran volum tinggi.
KETAHUI LEBIH LANJUT
Dengan pelbagai jenis plastik untuk dipilih, pengacuan suntikan ialah proses yang fleksibel yang mampu menghasilkan bahagian untuk pelbagai industri.
KETAHUI LEBIH LANJUT
Proses bagaimana untuk membuat bahagian plastik melibatkan empat langkah asas: menghasilkan reka bentuk, memutuskan proses pembuatan, membina prototaip, dan kemudian menghasilkan reka bentuk. Memilih pengeluar alat ganti plastik berpengalaman yang boleh memberikan sokongan dan maklum balas melalui setiap langkah proses meningkatkan peluang anda untuk berjaya.
KETAHUI LEBIH LANJUT
Industri Papler menyediakan perkhidmatan pengacuan suntikan plastik kepada banyak industri termasuk produk pengguna, peralatan dan barangan rumah, OEM, pembungkusan, mainan, perabot, dan industri kaus kaki dan pakaian.
KETAHUI LEBIH LANJUT
Penutup plastik direka untuk menempatkan dan melindungi komponen elektronik dan elektrik yang sensitif dalam pelbagai aplikasi. Perumah plastik berkualiti tinggi dan tahan lama kami diacu daripada ABS kalis api atau polikarbonat tahan hentaman untuk aplikasi dalaman atau luaran yang memerlukan penutup bukan logam. Tersedia dalam pelbagai saiz, bentuk dan warna, pilihan kami memastikan anda boleh mencari penyelesaian yang tepat untuk sebarang aplikasi.
KETAHUI LEBIH LANJUT
Penutup plastik direka untuk menempatkan dan melindungi komponen elektronik dan elektrik yang sensitif dalam pelbagai aplikasi. Perumah plastik berkualiti tinggi dan tahan lama kami diacu daripada ABS kalis api atau polikarbonat tahan hentaman untuk aplikasi dalaman atau luaran yang memerlukan penutup bukan logam.
KETAHUI LEBIH LANJUT
Pengacuan suntikan menghasilkan banyak bekas plastik dan tab di mana produk pengguna dibungkus. Produk acuan suntikan lain yang terdapat dalam kebanyakan isi rumah termasuk peralatan minuman, penutup botol, bekas penanaman, aksesori barbeku, tempat duduk tandas dan perabot luar.Plastik yang digunakan dalam pengacuan suntikan adalah sangat tahan lama untuk kegunaan berulang dan tahan dengan baik terhadap perubahan cuaca dan suhu untuk aplikasi luar.
KETAHUI LEBIH LANJUT
Produk acuan suntikan digunakan secara meluas dalam semua bidang ekonomi negara, seperti pengangkutan, pembungkusan, pos dan telekomunikasi, komunikasi, pembinaan, peralatan rumah, komputer, aeroangkasa, pertahanan, dll. Ia telah menjadi alat pengeluaran dan barangan pengguna yang amat diperlukan. .
KETAHUI LEBIH LANJUT
Mesin pengacuan suntikan plastik dengan produk pengacuan suntikan adalah jenis yang agak luas dan pelbagai aplikasi, terutamanya dalam industri pembuatan peralatan dan automotif, terdapat pelbagai produk pengacuan suntikan bentuk untuk aksesori.
KETAHUI LEBIH LANJUT
Plastik ada di mana-mana, dan pengeluar menggunakan kaedah yang berbeza semasa membuat produk plastik. Salah satu kaedah yang paling popular adalah pengacuan suntikan. Selain itu, pengilang menggunakan proses ini kerana ia adalah kos efektif dan membantu dalam menghasilkan alat ganti yang berkualiti tinggi.
KETAHUI LEBIH LANJUT
Walaupun plastik tidak mengalirkan elektrik, ia masih mendapat tempat dalam industri elektronik. Industri ini menggunakan pengacuan suntikan untuk menghasilkan plat muka elektrik dan peranti elektronik lain.Selain itu, plastik yang digunakan oleh pengeluar dalam industri elektronik selalunya tahan lasak dengan rintangan elektrik yang sangat baik. Aplikasi pengacuan suntikan termasuk pengeluaran alat kawalan jauh, komputer, alat perubatan, televisyen, fob kunci, dsb.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT
Pengacuan suntikan ialah proses pembuatan untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan, atau acuan. Pengacuan suntikan boleh dilakukan dengan pelbagai bahan terutamanya termasuk logam (yang prosesnya dipanggil tuangan mati), cermin mata, elastomer, konfeksi, dan yang paling biasa polimer termoplastik dan termoset. Bahan untuk bahagian dimasukkan ke dalam tong yang dipanaskan, dicampur (menggunakan skru heliks), dan disuntik ke dalam rongga acuan, di mana ia menyejuk dan mengeras kepada konfigurasi rongga. Selepas produk direka, biasanya oleh pereka perindustrian atau jurutera, acuan dibuat oleh pembuat acuan (atau pembuat alatan) daripada logam, biasanya sama ada keluli atau aluminium, dan dimesin ketepatan untuk membentuk ciri bahagian yang dikehendaki. Pengacuan suntikan digunakan secara meluas untuk pembuatan pelbagai bahagian, daripada komponen terkecil hingga ke seluruh panel badan kereta. Kemajuan dalam teknologi percetakan 3D, menggunakan fotopolimer yang tidak cair semasa pengacuan suntikan beberapa termoplastik suhu rendah, boleh digunakan untuk beberapa acuan suntikan mudah.
KETAHUI LEBIH LANJUT HUBUNGI KAMI
HUBUNGI KAMI Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Alamat : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mel : roger@ppl2009.com
E-mel : roger@ppl2009.com


 IPv6 RANGKAIAN DISOKONG
IPv6 RANGKAIAN DISOKONG